3 dosunicie narzdzia do konturu i odsunicie – HEIDENHAIN TNC 320 (340 551-01) Instrukcja Obsługi
Strona 125
HEIDENHAIN TNC 320
125
6.3 Dosunicie narzdzia do konturu i odsunicie
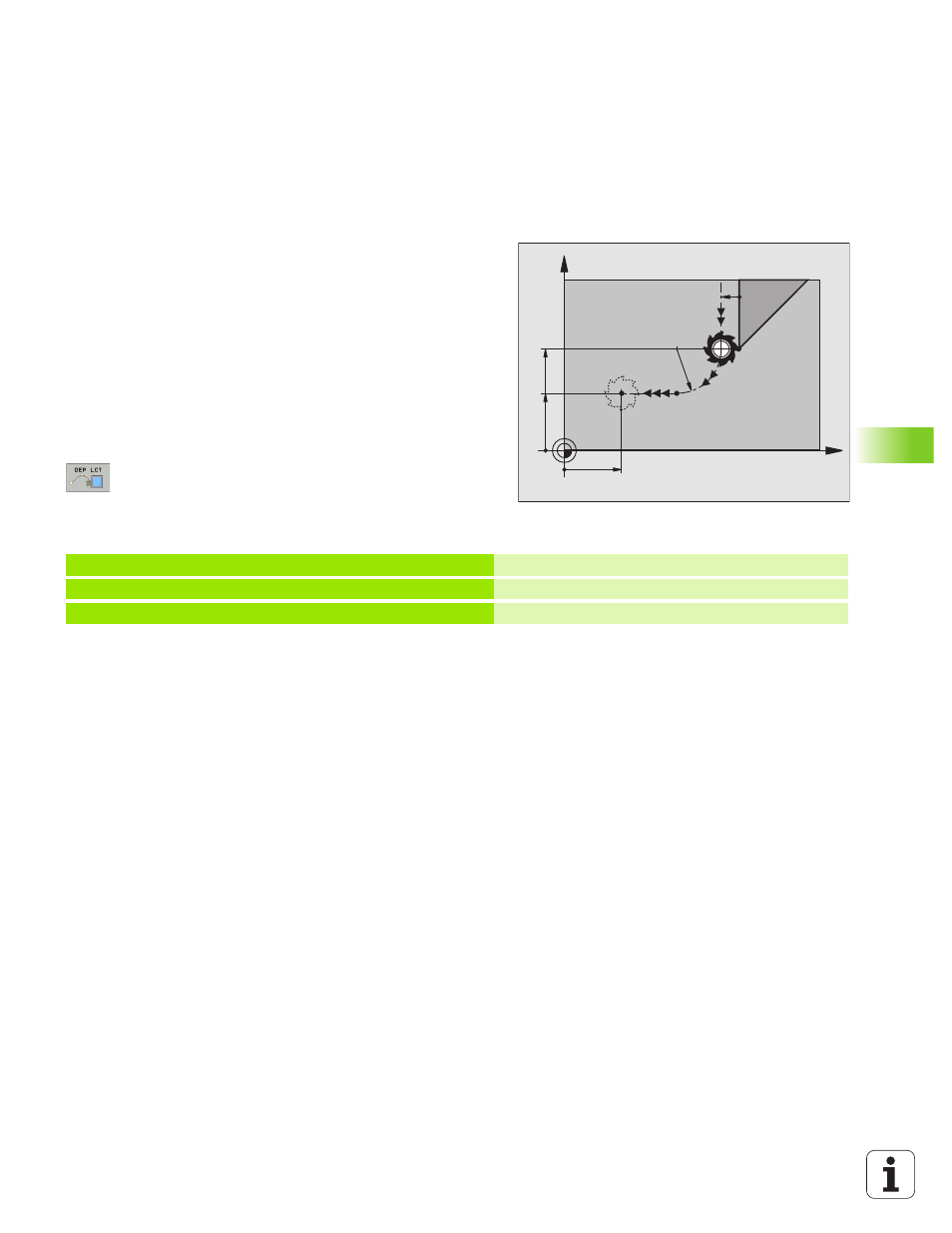
Odsuni cie narz dzia po torze kołowym
z przejściem tangencjalnym do konturu i po
odcinku prostej: DEP LCT
TNC przemieszcza narz dzie po torze kołowym od ostatniego
punktu konturu P
E
do punktu pomocniczego P
H
. Stamt d
przemieszcza si po prostej do punktu końcowego P
N
. Ostatni
element konturu i prosta od P
H
– P
N
maj styczne przejścia z torem
kołowym. Tym samym określony jest tor kołowy przez promień R
jednoznacznie.
8
Zaprogramować ostatni element konturu z punktem końcowym P
E
i korekcj promienia
8
Otworzyć dialog klawiszem APPR/DEP i Softkey DEP LCT:
8
Wprowadzić współrz dne punktu końcowego P
N
8
Promień R toru kołowego. R wprowadzić o wartości
dodatniej
NC wiersze przykładowe
X
Y
20
P
N
R0
P
E
RR
RR
12
10
R8
P
H
R0
23 L Y+20 RR F100
Ostatni element konturu: P
E
z korekcj promienia
24 DEP LCT X+10 Y+12 R+8 F100
Współrz dne P
N
, promień toru kołowego=8 mm
25 L Z+100 FMAX M2
Z przesun ć swobodnie, odskok, koniec programu