Wzory punktów na liniach (cykl 221), 4 cykle dla wytwarzania wzorów punktowych – HEIDENHAIN TNC 320 (340 551-01) Instrukcja Obsługi
Strona 253
HEIDENHAIN TNC 320
253
8.4 Cykle dla wytwarzania wzorów punktowych
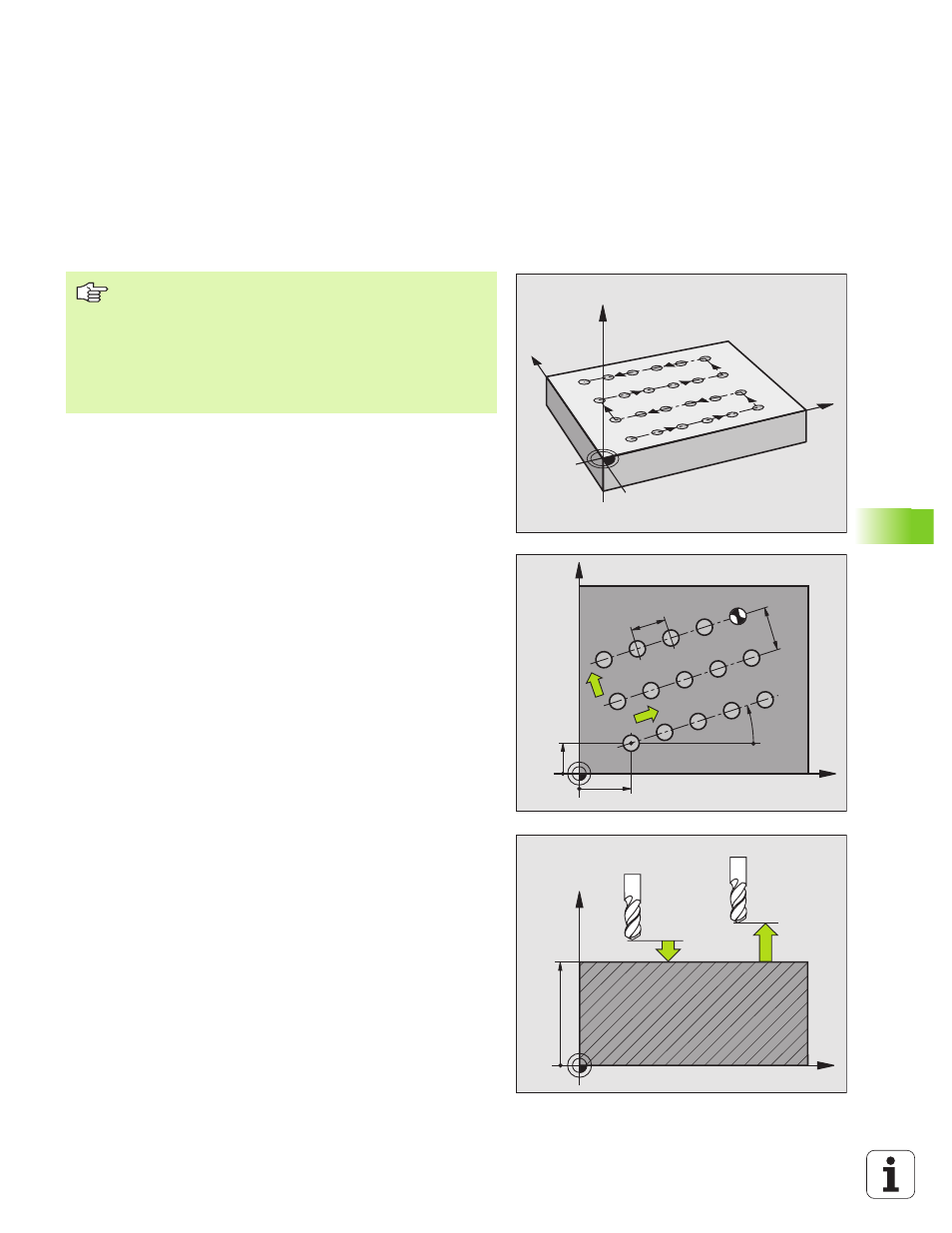
WZORY PUNKTÓW NA LINIACH (cykl 221)
1
TNC pozycjonuje narz dzie automatycznie od aktualnej pozycji
do punktu startu pierwszej obróbki.
Kolejność:
2. najazd na bezpieczn wysokość (oś wrzeciona)
najazd punktu startu na płaszczyźnie obróbki
przemieszczenie na bezpieczn wysokość nad powierzchni
obrabianego przedmiotu (oś wrzeciona)
2
od tej pozycji TNC wykonuje ostatnio zdefiniowany cykl obróbki
3
Nast pnie TNC pozycjonuje narz dzie w kierunku dodatnim osi
głównej do punktu startu nast pnej obróbki; narz dzie znajduje
si przy tym na Bezpiecznej wysokości (lub na 2 giej Bezpiecznej
wysokości)
4
Ta operacja (1 do 3) powtarza si , aż wszystkie operacje obróbki
zostan wykonane; narz dzie znajduje si w ostatnim punkcie
pierwszego wiersza
5
Nast pnie TNC przemieszcza narz dzie do ostatniego punktu
drugiego wiersza i wykonuje tam obróbk
6
Stamt d TNC pozycjonuje narz dzie w kierunku ujemnym osi
głównje do punktu startu nast pnej obróbki
7
Ta operacja (6) powtarza si , aż wszystkie powtórzenia obróbki
drugiego wiersza zostan wykonane
8
Nast pnie TNC przemieszcza narz dzie ponownie do punktu
startu nast pnego wiersza
9
Ruchem wahadłowym zostaj odpracowane wszystkie dalsze
wiersze
X
Y
Z
X
Y
Q226
Q225
Q224
Q238
Q237
N = Q242
N = Q243
X
Z
Q200
Q203
Q204
Prosz uwzgl dnić przed programowaniem
Cykl 221 jest DEF aktywny, to znaczy cykl 221 wywołuje
automatycznie ostatnio zdefiniowany cykl obróbki.
Jeżeli kombinujemy jeden z cykli obróbki od 200 do 209,
212 do 215, 265 do 267 z cyklem 221, to zadziałaj :
bezpieczna wysokość, powierzchnia obrabianego
przedmiotu i 2. ga bezpieczna wysokość z cyklu 221.