6 cykle dla fr ezowania metod wier szowania – HEIDENHAIN TNC 320 (340 551-01) Instrukcja Obsługi
Strona 281
HEIDENHAIN TNC 320
281
8.6 Cykle dla fr
ezowania metod wier
szowania
8
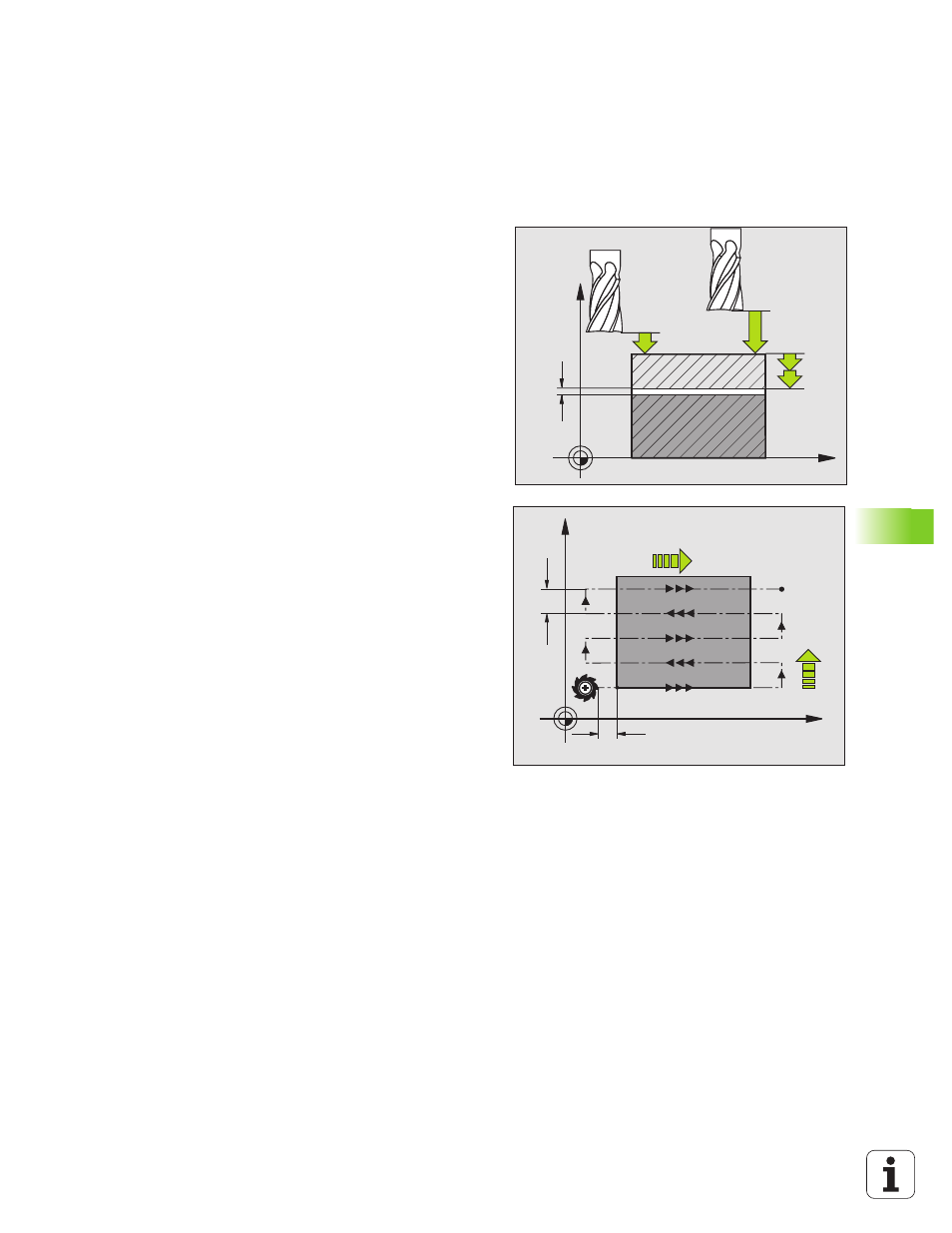
Maksymalna gł bokość dosuwu Q202
(przyrostowo): wymiar, o jaki narz dzie zostaje
każdorazowo maksymalnie dosuni te. TNC oblicza
rzeczywist gł bokość dosuwu z różnicy pomi dzy
punktem końcowym i punktem startu na osi narz dzi
przy uwzgl dnieniu naddatku na obróbk
wykańczaj c – w taki sposób, iż obróbka zostaje
wykonywana z tymi samymi wartościami dosuwu
wgł b
8
Naddatek dla obróbki wykańczaj cej dna Q369
(przyrostowo): wartość, z któr należy wykonać
ostatni dosuw
8
Maks. współczynnik nałożenia toru Q370:
maksymalny boczny dosuw k. TNC oblicza
rzeczywisty boczny dosuw z 2. długości boku (Q219)
i promienia narz dzia tak, iż obróbka zostaje
wykonana każdorazowo ze stałym bocznym
dosuwem. Jeżeli zapisano w tabeli narz dzi promień
R2 (np. promień płytek przy zastosowaniu głowicy
frezowej), TNC zmniejsza odpowiednio boczny
dosuw
8
Posuw frezowania Q207: pr dkość
przemieszczenia narz dzia przy frezowaniu w mm/
min
8
Posuw obróbka wykańczaj ca Q385: pr dkość
przemieszczenia narz dzia przy frezowaniu
ostatniego dosuwu w mm/min
8
Posuw pozycjonowania wst pnego Q253:
pr dkość przemieszczenia narz dzia przy najeździe
pozycji startu i przy przemieszczeniu do nast pnego
wiersza w mm/min, jeśli przemieszczamy w
materiale diagonalnie (Q389=1), to TNC wykonuje
ten dosuw poprzeczny z posuwem frezowania Q207
X
Z
Q202
Q200
Q204
Q369
X
Y
Q357
Q253
Q207
k