4 ruchy po torze– współrzdne pr ostoktne, Przykład: koło pełne kartezjańskie – HEIDENHAIN TNC 320 (340 551-01) Instrukcja Obsługi
Strona 136
136
6 Programowanie: programowanie konturów
6.4 Ruchy po torze– współrzdne pr
ostoktne
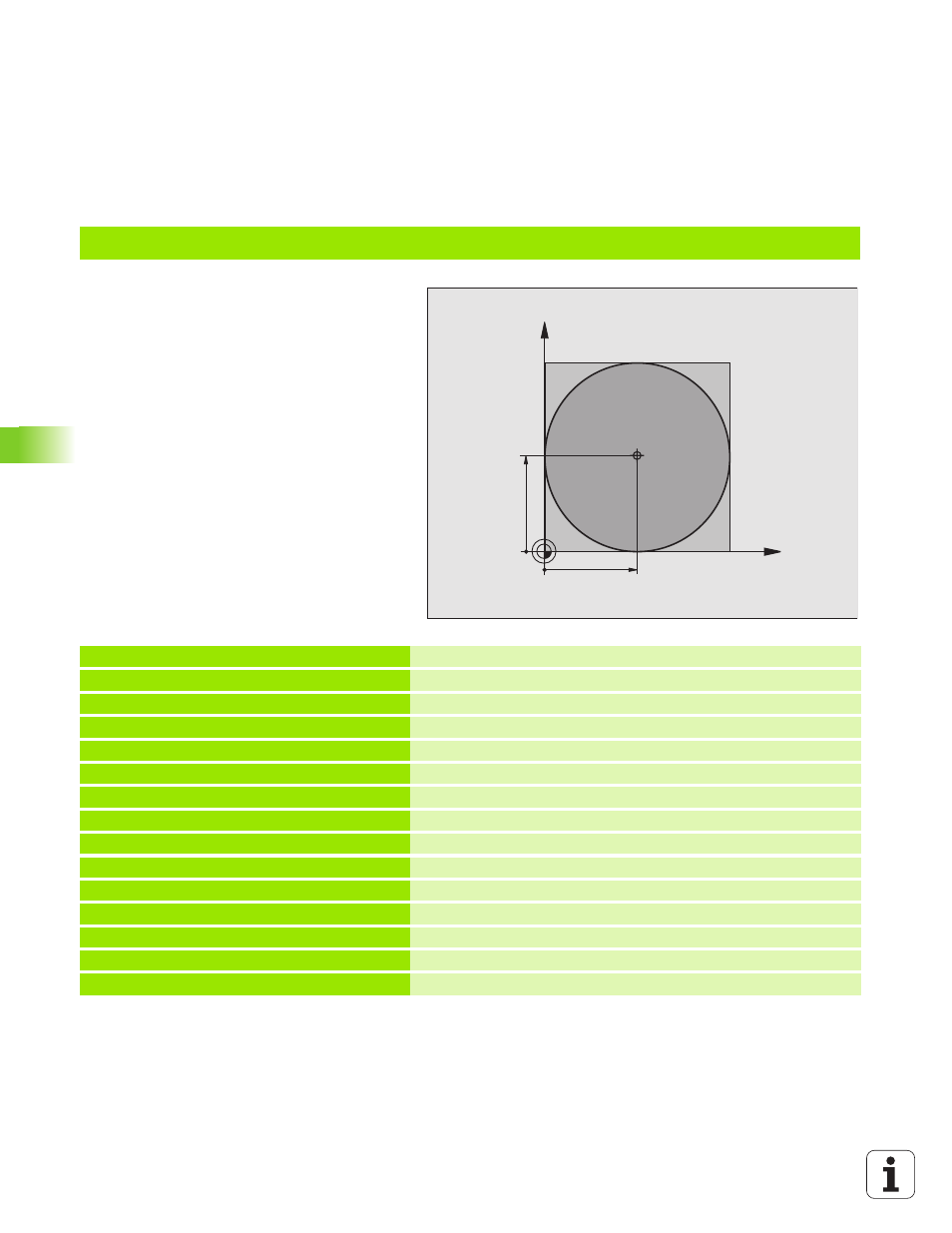
Przykład: Koło pełne kartezjańskie
0 BEGIN PGM C CC MM
1 BLK FORM 0.1 Z X+0 Y+0 Z 20
Definicja cz ści nieobrobionej
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+12,5
Definicja narz dzia
4 TOOL CALL 1 Z S3150
Wywołanie narz dzia
5 CC X+50 Y+50
Definiować punkt środkowy okr gu
6 L Z+250 R0 FMAX
Przemieścić narz dzie poza materiałem
7 L X 40 Y+50 R0 FMAX
Pozycjonować wst pnie narz dzie
8 L Z 5 R0 F1000 M3
Przemieścić narz dzie na gł bokość obróbki
9 APPR LCT X+0 Y+50 R5 RL F300
Dosun ć narz dzie do punktu pocz tkowego okr gu na torze
stycznym
10 C X+0 DR
Punkt końcowy okr gu (=punkt pocz tkowy okr gu) najechać
11 DEP LCT X 40 Y+50 R5 F1000
Opuścić kontur na torze kołowym z przyleganiem stycznym
12 L Z+250 R0 FMAX M2
Przemieścić narz dzie poza materiałem, koniec programu
13 END PGM C CC MM
X
Y
50
50
CC