2 podprogramy, Sposób pracy, Wskazówki dotycz ce programowania – HEIDENHAIN TNC 320 (340 551-01) Instrukcja Obsługi
Strona 303: Programowanie podprogramu, Wywołanie podprogramu, 2 podpr o gramy 9.2 podprogramy
HEIDENHAIN TNC 320
303
9.2 Podpr
o
gramy
9.2 Podprogramy
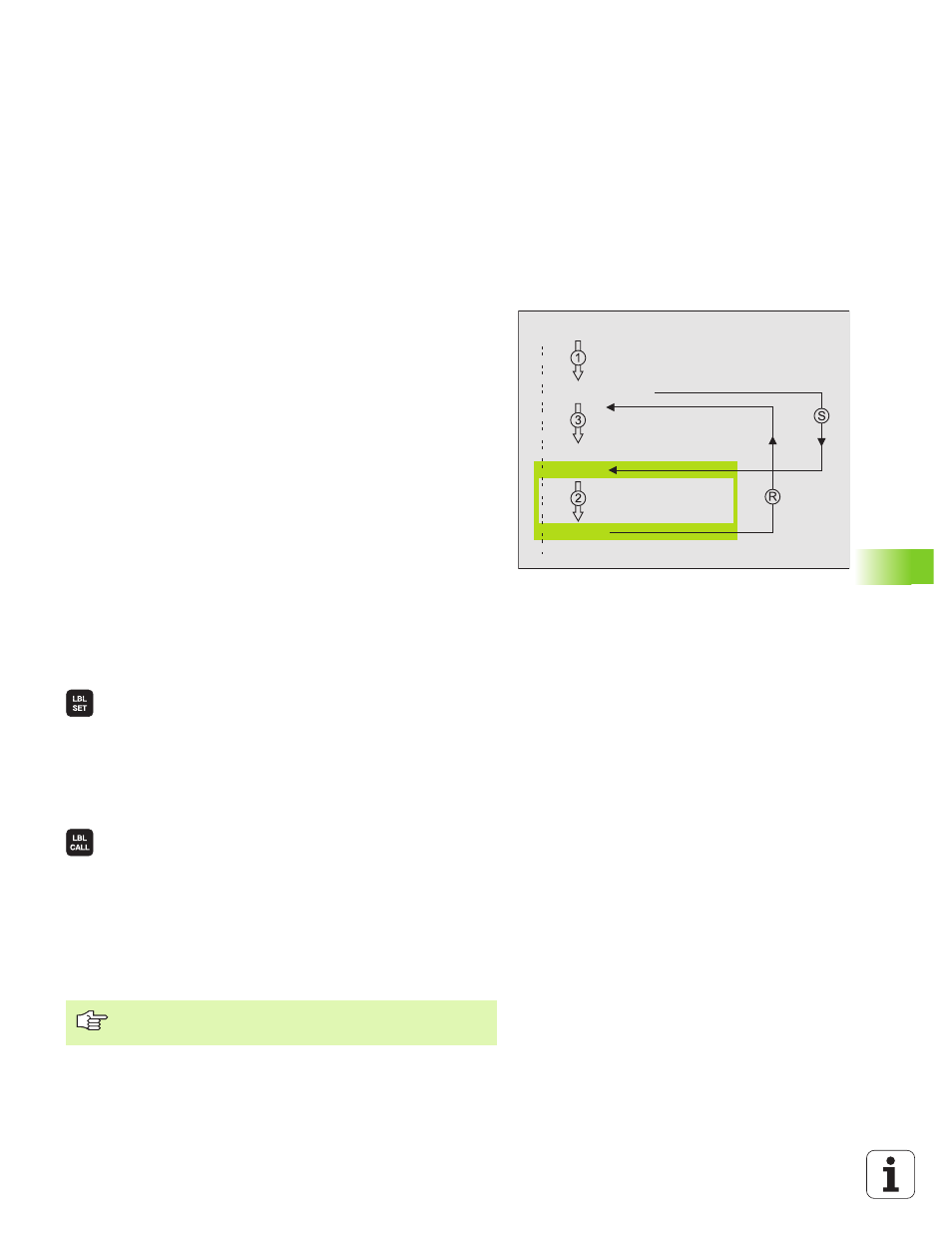
Sposób pracy
1
TNC wykonuje program obróbki do momentu wywołania
podprogramu CALL LBL
2
Od tego miejsca TNC odpracowuje wywołany podprogram aż do
końca podprogramu LBL 0
3
Dalej TNC kontynuje program obróbki od tego bloku, który
nast puje po wywołaniu podprogramu CALL LBL
Wskazówki dotycz ce programowania
Program główny może zawierać do 254 podprogramów
Podprogramy mog być wywoływane w dowolnej kolejności i
dowolnie cz sto
Podprogram nie może sam si wywołać
Prosz programować podprogramy na końcu programu głównego
(za blokiem z M02 lub M30)
Jeśli podprogramy w programie obróbki znajduj si przed
wierszem z M02 lub M30, to zostaj one bez wywołania
przynajmniej jeden raz odpracowane
Programowanie podprogramu
8
Oznaczenie pocz tku: Klawisz LBL SET nacisn ć
8
Wprowadzić numer podprogramu
8
Oznaczyć koniec: Nacisn ć klawisz LBL SET i
wprowadzić Label Nummer „0“
Wywołanie podprogramu
8
Wywołanie podprogramu: klawisz LBL CALL
nacisn ć
8
Numer Label: numer Label wywoływanego
podprogramu zapisać. Jeśli chcemy używać nazwy
LABEL: nacisn ć klawisz ”, aby przejść do
wprowadzania tekstu
8
Powtórzenia REP: Pomin ć dialog klawiszem NO
ENT. Powtórzenia REP stosować tylko przy
powtórzeniach cz ści programu
0 BEGIN PGM ...
CALL LBL1
L Z+100 M2
LBL1
LBL0
END PGM ...
CALL LBL 0 jest niedozwolony, ponieważ odpowiada
wywołaniu końca podprogramu.