HEIDENHAIN TNC 320 (340 551-01) Instrukcja Obsługi
Strona 166
166
7 Programowanie: funkcje dodatkowe
7.3 Pr
ogramowanie współrzdnych zwizanych z obrabiark: M91/M92
Post powanie z M92 – punkt odniesienia maszyny
Jeśli współrz dne w zapisach pozycjonowania powinny odnosić si
do punktu odniesienia maszyny, to prosz wprowadzić w tych
zapisach M92.
Działanie
M91 i M92 działaj tylko w tych zapisach programowych, w których
zaprogramowane jest M91 lub M92.
M91 i M92 zadziałaj na pocz tku wiersza.
Punkt odniesienia obrabianego przedmiotu
Jeśli współrz dne maj odnosić si zawsze do punktu zerowego
maszyny, to można zaryglować wyznaczanie punktu odniesienia dla
jednej lub kilku osi.
Jeśli wyznaczanie punktu odniesienia jest zablokowane dla
wszystkich osi, to TNC nie wyświetla wi cej Softkey WYZNACZANIE
PUNKTU ODNIESIENIA w rodzaju pracy Obsługa r czna.
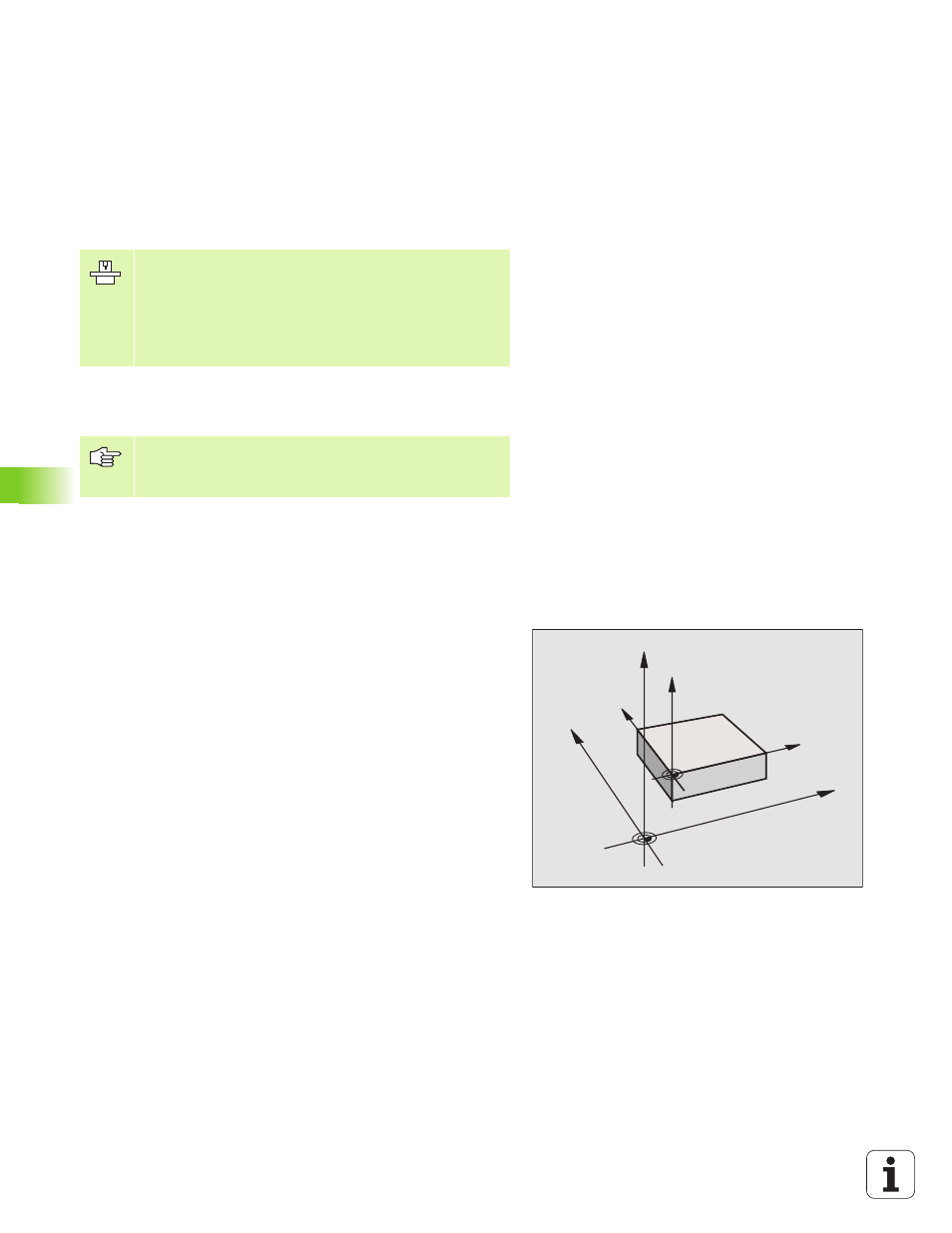
Ilustracja pokazuje układy współrz dnych z punktem zerowym
maszyny i punktem zerowym obrabianego przedmiotu.
M91/M92 w rodzaju pracy Test programu
Aby móc symulować graficznie M91/M92 przemieszczenia, należy
aktywować nadzór przestrzeni roboczej i wyświetlić półwyrób w
odniesieniu do wyznaczonego punktu odniesienia, patrz
„Przedstawienie cz ści nieobrobionej w przestrzeni roboczej”,
strona 387.
Oprócz punktu zerowego maszyny może jej producent
wyznaczyć jeszcze jedn stał pozycj maszyny (punkt
odniesienia maszyny).
Producent maszyny wyznacza dla każdej osi odst p
punktu odniesienia maszyny od punktu zerowego
maszyny (patrz podr cznik obsługi maszyny).
Przy pomocy M91 lub M92 TNC przeprowadza
prawidłowo korekcj promienia. Długość narz dzia
jednakże nie zostaje uwzgl dniona.
Z
X
Y
Z
Y
X
M