Frezowanie gwintu (cykl 262) – HEIDENHAIN TNC 320 (340 551-01) Instrukcja Obsługi
Strona 208
208
8 Programowanie: cykle
8.2 Cykle dla wier
cenia, gwin
to
wania i fr
ezowania gwintów
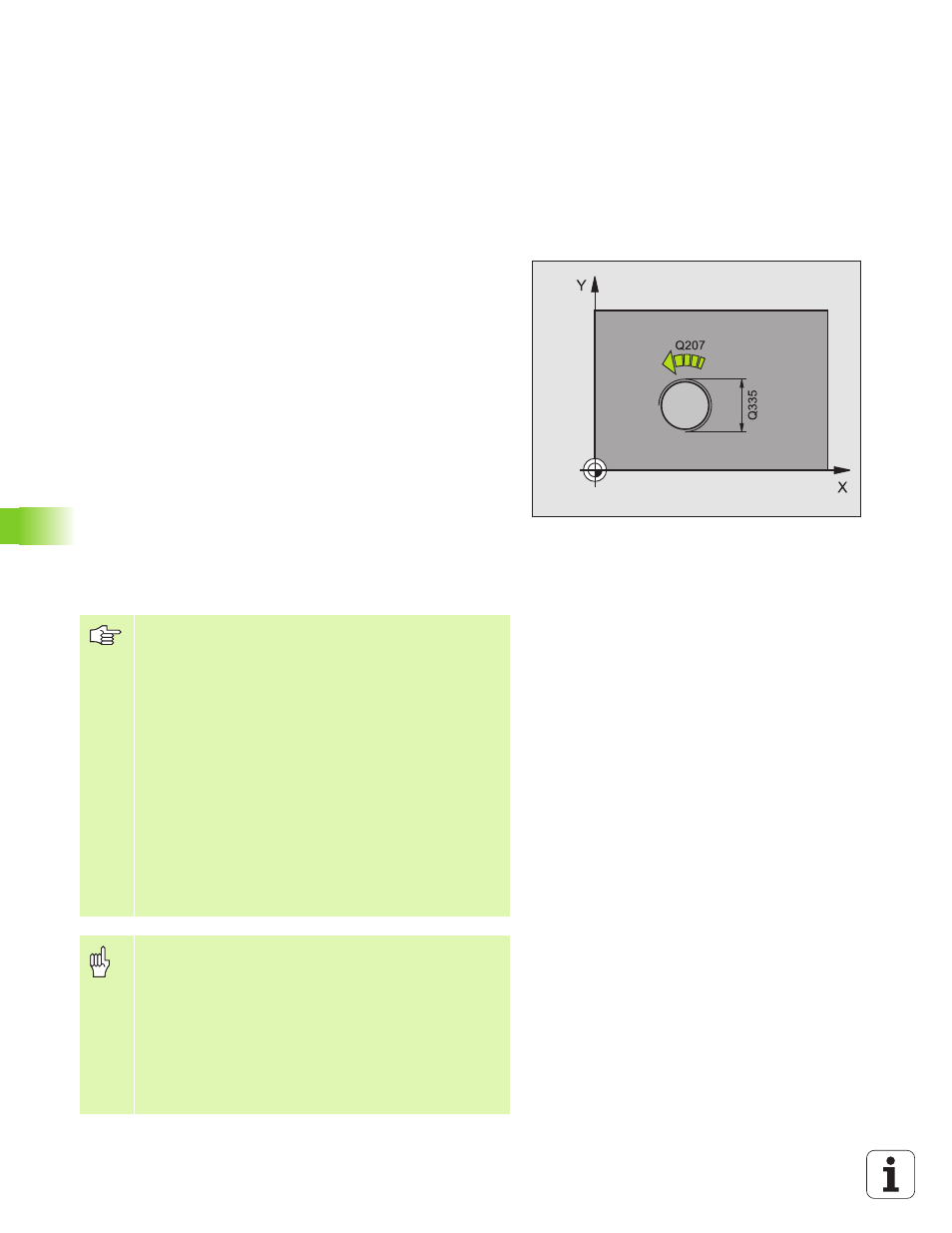
FREZOWANIE GWINTU (cykl 262)
1
TNC pozycjonuje narz dzie w osi wrzeciona na biegu szybkim
FMAX na Bezpieczn wysokość nad powierzchni obrabianego
przedmiotu
2
Narz dzie przemieszcza si z zaprogramowanym posuwem
pozycjonowania wst pnego na płaszczyzn startu, która wynika
ze znaku liczby skoku gwintu, rodzaju frezowania i liczby
powtórzeń do wykonania
3
Nast pnie narz dzie przemieszcza si tangencjalnie po linii
śrubowej (helix) do nominalnej średnicy gwintu. Przy tym zostaje
przeprowadzone jeszcze przed przemieszczeniem dosuwu po
linii śrubowej (helix) przemieszczenie wyrównawcze w osi
narz dzia, aby rozpocz ć z torem gwintu na zaprogramowanym
poziomie startu
4
W zależności od parametru Dodatk.obróbka, narz dzie frezuje
gwint jednym, kilkoma z przesuni ciami lub ruchem ci głym po
linii śrubowej
5
Nast pnie narz dzie odjeżdża tangencjalnie od konturu do
punktu startu na płaszczyźnie obróbki
6
Przy końcu cyklu TNC przemieszcza narz dzia na biegu szybkim
na Bezpieczn wysokość lub – jeśli wprowadzono – na 2 g
Bezpieczna wysokość
Prosz uwzgl dnić przed programowaniem
Zaprogramować blok pozycjonowania w punkcie startu
(środek odwiertu) płaszczyzny obróbki z korekcj
promienia R0.
Znak liczby parametru cyklu Gł bokość gwintu określa
kierunek pracy (obróbki). Jeśli zaprogramujemy
Gł bokość gwintu = 0, to TNC nie wykonuje tego cyklu.
Przemieszczenie dosuwu na nominaln średnic gwintu
nast puje na półkolu od środka. Jeśli średnica narz dzia
jest 4 krotny skokmniejsza niż nominalna średnica
gwintu to zostaje przeprowadzone boczne
pozycjonowaniewst pne.
Prosz zwrócić uwag , iż TNC wykonuje przed ruchem
dosuwowym przemieszczenie wyrównuj ce w osi
narz dzia. Rozmiar tego przemieszczenia
wyrównuj cego zależne jest od skoku gwintu. Zwrócić
uwag na dostatecznie dużo miejsca w odwiercie!
Przy pomocy parametru maszynowego
suppressDepthErr nastawiamy, czy TNC ma wydawać
komunikat o bł dach przy wprowadzaniu dodatniej
gł bokości (on) czy też nie (off).
Uwaga niebezpieczeństwo kolizji!
Prosz zwrócić uwag , iż TNC przy dodatniej
wprowadzonej gł bokości odwraca obliczenie pozycji
poprzedniej. Narz dzie przemieszcza si na osi
narz dzia na biegu szybkim na odst p bezpieczeństwa
poniżej powierzchni obrabianego przedmiotu!