5 przebieg pr ogramu – HEIDENHAIN TNC 320 (340 551-01) Instrukcja Obsługi
Strona 394
394
11 Test programu i przebieg programu
11.5 Przebieg pr
ogramu
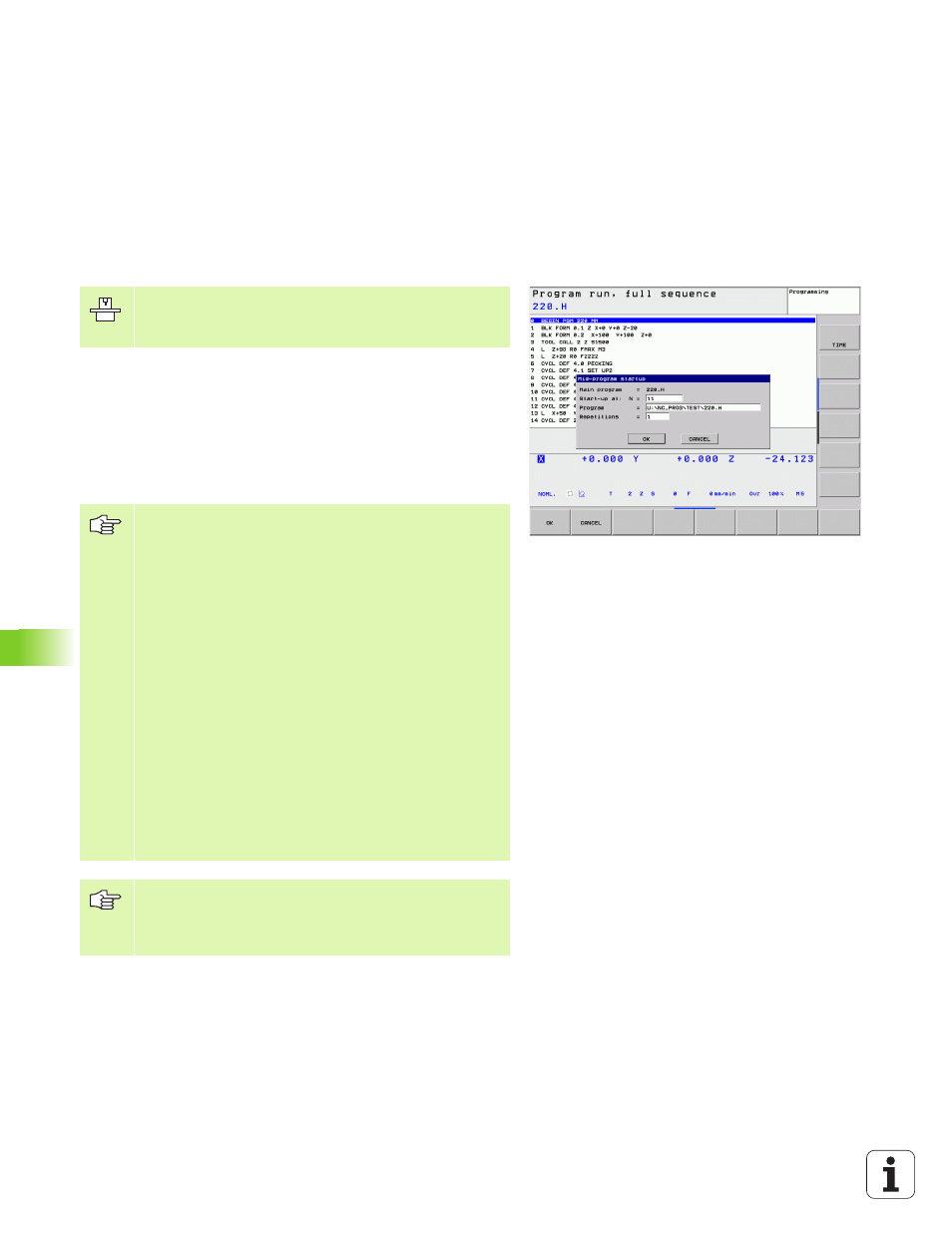
Dowolne wejście do programu (przebieg
bloków w przód)
Przy pomocy funkcji PRZEBIEG DO BLOKU (przebieg bloków w
przód) można odpracowywać program obróbki od dowolnie
wybranego bloku N. Obróbka przedmiotu zostaje do tego bloku
uwzgl dniona z punktu widzenia obliczeń przez TNC. Może ona także
zostać przedstawiona graficznie przez TNC.
Jeśli przerwano program przy pomocy WEW. STOP, to TNC oferuje
automatycznie blok N dla wejścia do programu, w którym to
przerwano program.
Funkcja PRZEBIEG DO BLOKU musi być udost pniona
przez producenta maszyn i przez niego dopasowana.
Prosz zwrócić uwag na podr cznik obsługi maszyny.
Przebieg bloków w przód nie może rozpoczynać si w
podprogramie.
Wszystkie konieczne programy, tabele i pliki palet musz
zostać wybrane w jednym rodzaju pracy przebiegu
programu (status M).
Jeśli program zawiera na przestrzeni do końca przebiegu
bloków w przód zaprogramowan przerw , w tym
miejscu zostanie przebieg bloków zatrzymany. Aby
kontynuować przebieg bloków w przód, prosz nacisn ć
zewn trzny START klawisz.
Podczas przebiegu bloków zapytania operatora nie s
możliwe.
Po przebiegu bloków do przodu narz dzie zostaje
przejechane przy pomocy funkcji NAJAZD NA POZYCJ
do ustalonej pozycji.
Korekcja długości narz dzia zadziała dopiero poprzez
wywołanie narz dzia i nast puj cy po tym wiersz
pozycjonowania. Ta zasada obowi zuje także wówczas,
kiedy zmieniono tylko długość narz dzia.
Wszystkie cykle układu impulsowego zostaj pomini te
przez TNC przy przebiegu wierszy w przód. Parametry
wyniku, opisywane przez te cykle, nie otrzymuj w takim
przypadku żadnych wartości.