1 podst awy – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Instrukcja Obsługi
Strona 9
HEIDENHAIN CNC PILOT 4290
9
1.1 Podst
awy
Narzędzia dla osi B
Kolejną zaletą osi B jest możliwość elastycznego wykorzystania
narzędzi przy obróbce toczeniem. Poprzez nachylenie osi B i obrót
narzędzia można osiągnąć położenia narzędzia, umożliwiające
obróbkę wzdłużną i planową a także radialną i osiową obróbkę na
wrzecionie głównym i przeciwwrzecione przy pomocy tego samego
narzędzia.
W ten sposób redukuje się liczbę koniecznych do obróbki narzędzi a
także liczbę zmian narzędzia.
Dane narzędzi: wszystkie narzędzia zostają opisywane w bazie
danych narzędzi przy pomocy wymiarów X, Z i Y a także przy pomocy
wartości korekcji. Wymiary te odnoszą się do kąta nachylenia B=0° .
Dodatkowo zostaje odnotowywany kąt położenia . Ten parametr
definiuje w przypadku nie napędzanych narzędzi ( narzędzi tokarskich)
robocze położenie narzędzia.
Kąt nachylenia osi B nie jest komponentem danych narzędzi. Kąt ten
zostaje definiowany przy wywoływaniu narzędzia lub przy
zastosowaniu określonego narzędzia.
Orientacja narzędzia i wyświetlanie położenia: obliczenie pozycji
wierzchołka ostrza narzędzia dla narzędzi tokarskich następuje na
bazie orientacji ostrza. To orientowanie ostrza nie zostaje
przeprowadzane automatycznie przy nachyleniu i/lub obrocie osi B.
Sterowanie odznacza po manualnym przemieszczeniu osi B
wskazanie położenia jako nieważne.
Wskazanie z czarnymi cyframi: wskazanie położenia jest ważne.
Wskazanie z szarymi cyframi: wskazanie położenia jest nieważne.
Proszę sprawdzić po przemieszczeniu osi B, czy orientacja jest
jeszcze ważna, a w innym przypadku należy dokonać nowego
ustawienia.
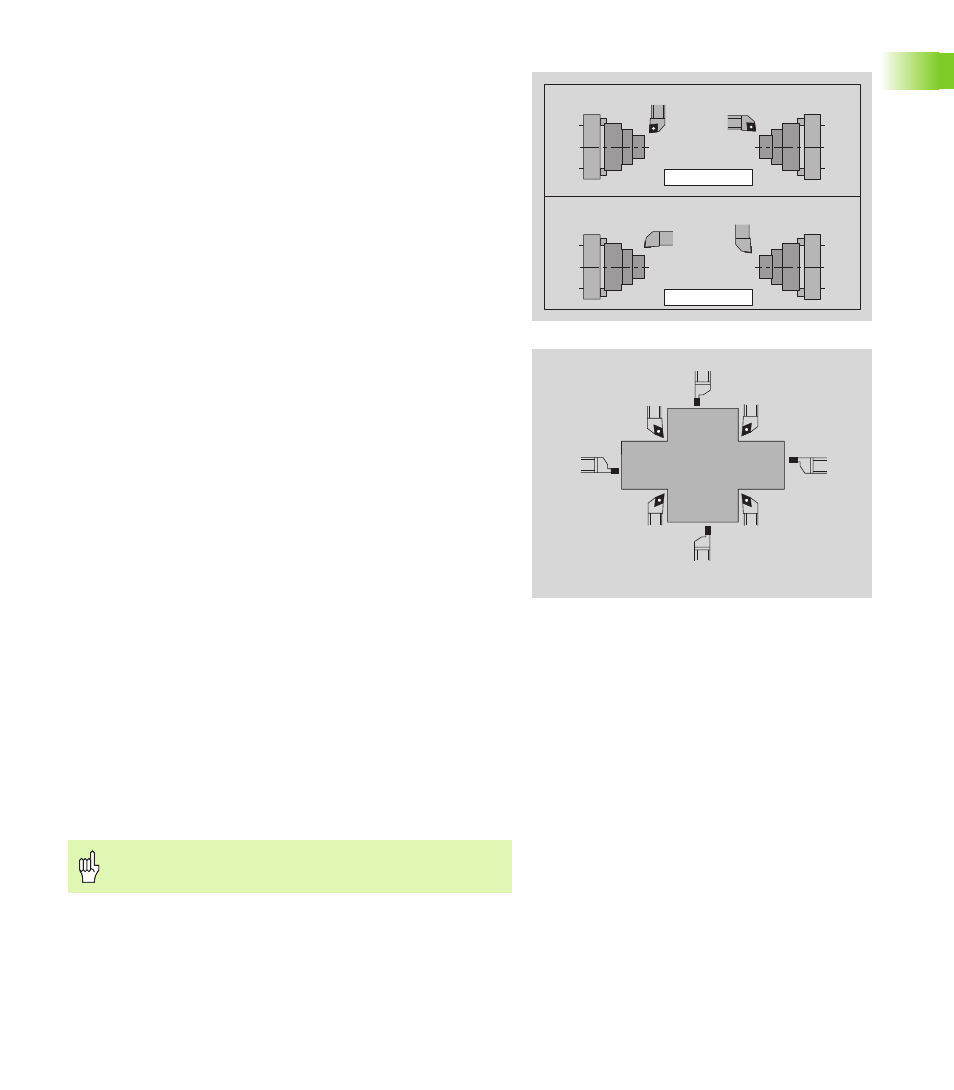
Sterowanie rozróżnia w przypadku orientacji narzędzi następujące ich
typy: narzędzia do obróbki zgrubnej, wykańczającej; narzędzia
grzybkowe a także przecinaki i gwintowniki (patrz ilustracja).
Położenia narzędzi 1, 3, 5 lub 7 obowiązują dla narzędzi obróbki
zgrubnej, wykańczającej i narzędzia grzybkowe. Neutralne
narzędzia zostają rozpoznawane na podstawie kąta przystawienia.
Położenia narzędzi 2, 4, 6 lub 8 obowiązują dla przecinaków i
gwintowników. Czy do dyspozycji znajduje się "prawe" czy też "lewe"
narzędzie, określa się w danych narzędzi.
Wyświetlacz maszyny: Pole T wyświetlacza maszynowego pokazuje
miejsce narzędzia w magazynie. Wartości korekcji, które są
wyświetlane w tym polu, uwzględniają aktualny kąt nachylenia osi B.
B0
B90
G714 B.. C180
B90
B180
G714 B.. C0
O=
1
3
7
5
2
4
6
8
Po nachyleniu lub obrocie osi B wartości wyświetlacza
położenia są nieważne.