Praca z narzędziami magazynu, 2 obs ługa r ęczna i tryb automatyczny – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Instrukcja Obsługi
Strona 14
14
1.2 Obs
ługa r
ęczna i tryb automatyczny
Praca z narzędziami magazynu
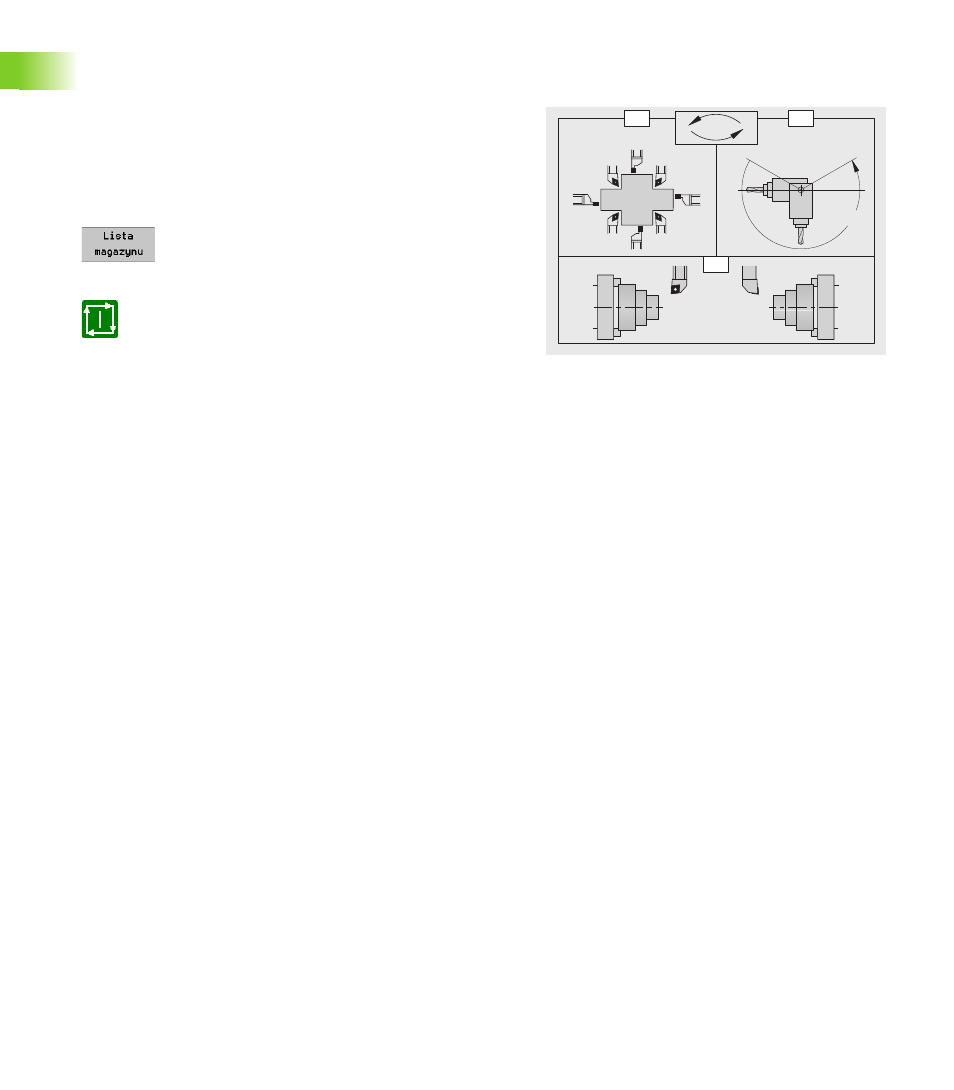
Zmiana narzędzia z magazynu
Proszę wykorzystywać tę funkcję w celu zmiany narzędzia lub dla
dokonania zmian kąta nachylenia lub kąta położenia aktywnego
narzędzia.
U
„T > magazyn > Zmiana narzędzia“ wybrać w trybie
obsługi ręcznej. Sterowanie otwiera okno dialogowe
"Magazyn: zmiana narzędzia"
U
Nacisnąć softkey, wybrać narzędzie z listy magazynu,
zapisać następne parametry i zamknąć okno
dialogowe. Sterowanie ładuje przynależny program
NC.
U
Aktywować program NC przy pomocy cykl-start.
CNC PILOT
umieszcza narzędzie w magazynie
pobiera wymagane narzędzie z magazynu
dokonuje przemieszczenia do punktu zmiany narzędzia
nachyla oś B
obraca narzędzie do położenia "normalnego" lub "na głowie" (offset
kąta położenia C)
oblicza dane narzędzia przy uwzględnieniu "Orientacji O", pozycji
osi B i kąta położenia
nastawia hamulec szczękowy
C=0°
C=180°
0°
B
O=
1
3
7
5
2
4
6
8
C
B
O
T
M
Parametry
ID
Numer identyfikacyjny narzędzia z magazynu
O
Orientacja w przypadku narzędzi tokarskich. Położenie ostrza
narzędzia (patrz ilustracja).
Położenia narzędzi 1, 3, 5, 7: dla narzędzi zgrubnych,
wykańczających i grzybkowych (neutralne narzędzia
zostają rozpoznane na podstawie kąta przystawienia)
Położenia narzędzi 2, 4, 6, 8: dla przecinaków i
gwintowników ("prawe" lub "lewe" narzędzie zostaje
definiowane w danych narzędzi)
B
Kąt osi B. Kąt, pod który zostaje nachylona oś B.
C
Offset kąta położenia dla narzędzi tokarskich
0°: położenie narzędzia "normalne"
180°: położenie narzędzia "na głowie"
H
Hamulec szczek.
0: hamulec zostaje zaciśnięty w zależności od parametru
narzędzia ("nie napędzane" zostaje zaciśnięty;
"napędzane" nie zostaje zaciśnięty)
1: hamulec zostaje zaciśnięty
2: hamulec nie zostaje zaciśnięty