Frezowanie kieszeni, obróbka na gotowo g846 (oś y), 1 1 din plus (o ś y): cykle frezowania – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Instrukcja Obsługi
Strona 64
64
1.1
1 DIN PLUS (o
ś Y): cykle frezowania
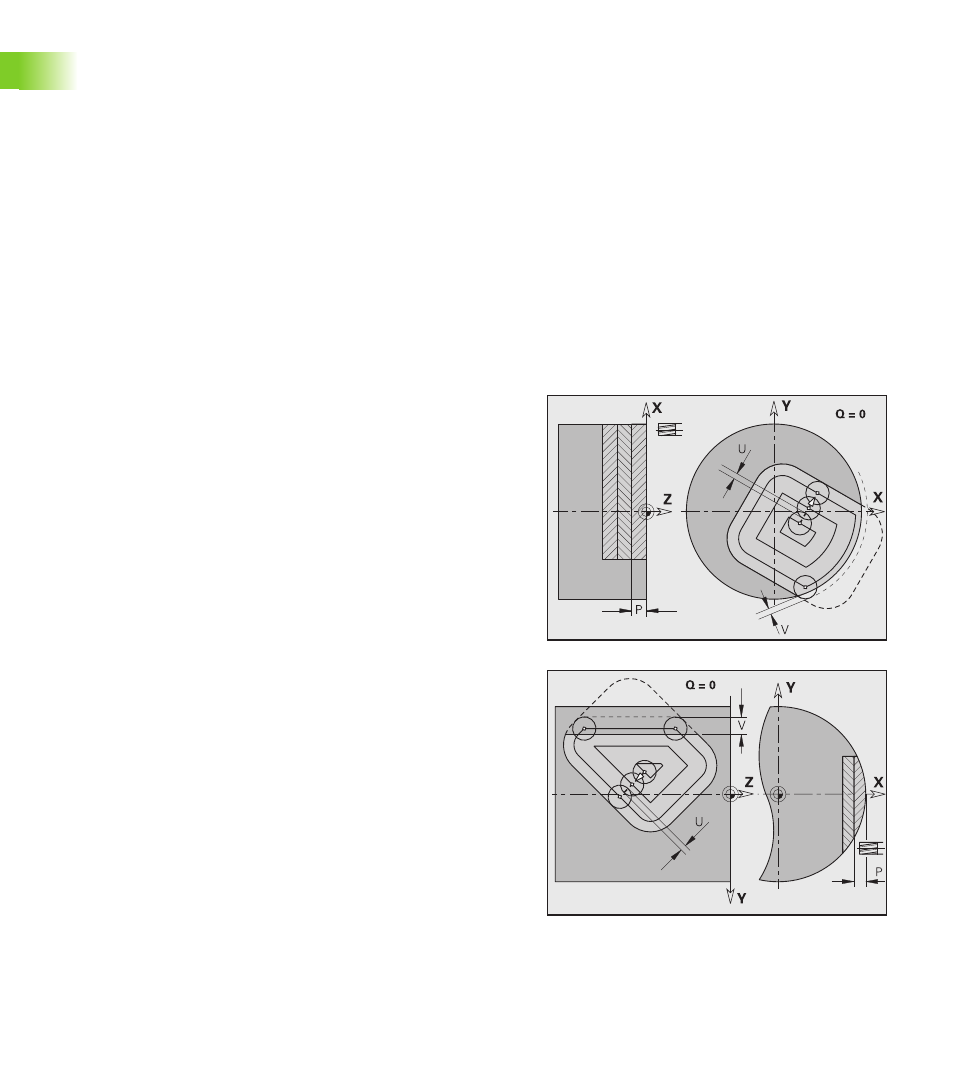
Frezowanie kieszeni, obróbka na gotowo G846
(oś Y)
G846 obrabia na gotowo zdefiniowane na płaszczyźnie XY lub YZ
zamknięte kontury następujących fragmentów programu:
CZOŁO_Y
STRONA TYLNA_Y
POW.BOCZNA_Y
Na kierunek frezowania można oddziaływać przy pomocy „kierunku
biegu frezowania H“, „kierunku obróbki Q“ i kierunku obrotów freza.
Przebieg cyklu
1 Pozycja startu (X, Y, Z, C) jest pozycją przed cyklem
2 Oblicza kolejność skrawania (wcięcie na płaszczyznie
frezowania, wcięcie na głębokość frezowania); oblicza drogi
wcięcia ruchem wahadłowym lub spiralnym.
3 Przemieszcza na odstęp bezpieczeństwa i wcina w materiał do
pierwszej głębokości frezowania
4 Frezuje płaszczyznę
5 Podnosi o odstęp bezpieczeństwa, powtórnie dosuwa i wcina na
następną głębokość frezowania
6 Powtarza 4...5, aż cała powierzchnia zostanie wyfrezowana
7 Odsuwa się od materiału odpowiednio do "płaszczyzny powrotu J"
Parametry – frezowanie
NS
Numer wiersza – referencja do opisu konturu
P
(Maksymalna) głębokość frezowania (wcięcie na
płaszczyźnie frezowania)
R
Promień łuku wejścia/łuku wyjścia (standard: 0)
R=0: element konturu zostaje najechany bezpośrednio.
Wcięcie w materiał następuje z punktu najazdu powyżej
płaszczyzny frezowania, potem następuje prostopadłe
wcięcie w materiał na głębokość.
R>0: frez przemieszcza się po łuku wejściowym/
wyjściowym, przylegającym tangencjalnie do elementu
konturu.
U
(Minimalny) współczynnik nałożenia. Określa nakładanie się
na siebie torów frezowania (standard: 0,5)
Nałożenie = U*średnica freza
V
Współczynnik wybiegu, jeśli kontur frezowania wystaje za
kontur toczenia:
0: zdefiniowany kontur zostaje całkowicie wyfrezowany
0 < V <= 1: wybieg = V*średnica freza