Frezowanie obwiedniowe g808, 1 1 din plus (o ś y): cykle frezowania – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Instrukcja Obsługi
Strona 70
70
1.1
1 DIN PLUS (o
ś Y): cykle frezowania
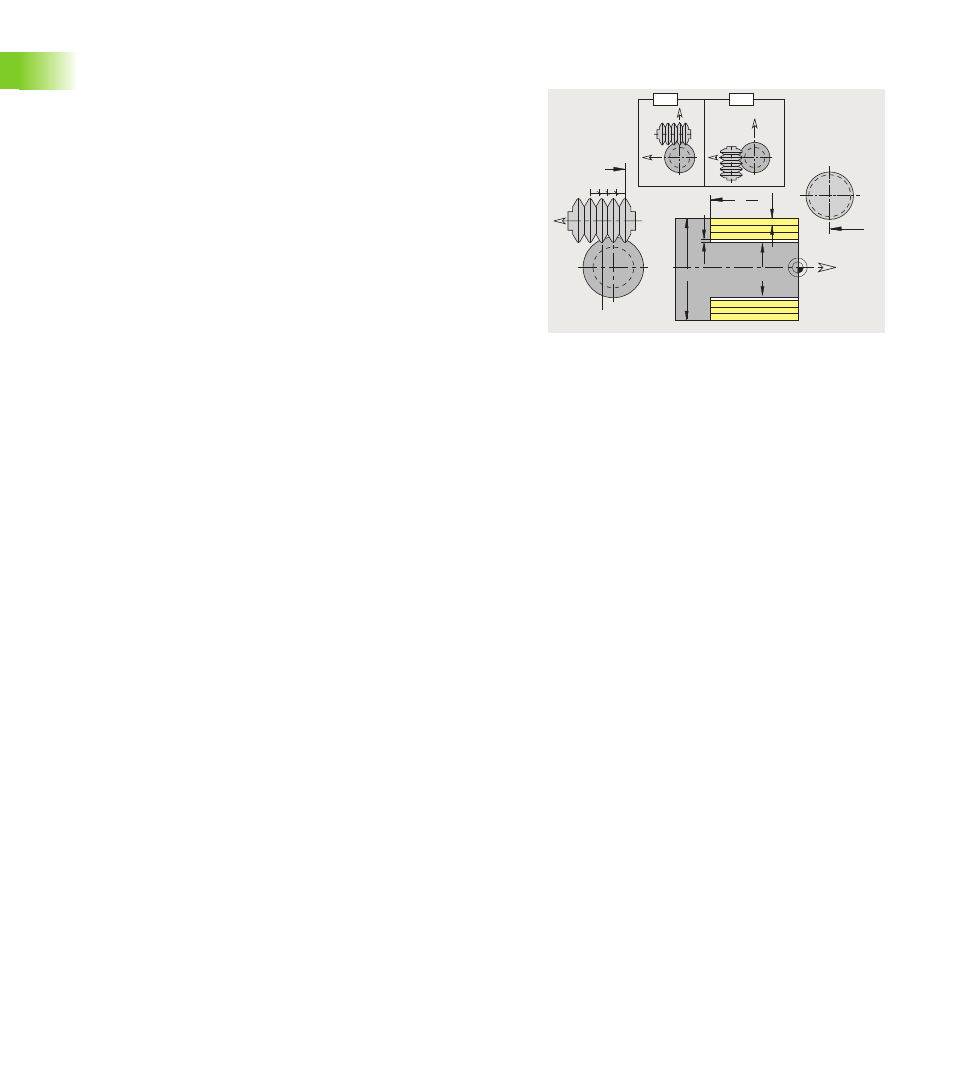
Frezowanie obwiedniowe G808
Od wersji software 625 952-05.
G808 frezuje od „punktu startu Z“ do „punktu końcowego K“ profil
zębatki. W W zapisujemy położenie kątowe narzędzia.
Jeśli zaprogramowano naddatek, to frezowanie obwiedniowe zostaje
podzielone na obróbkę wstępną i następującą po niej obróbkę
wykańczającą.
W parametrach O, R i V określamy „przesuwanie“ narzędzia. Zapis
przesuwania o R pozwala na równomierne zużycie freza
obwiedniowego.
Z
K
P
I
A
Y
Y=0
O
R R R R
V=4
B
Z
Y
X
X
Y
H=0
H=1
Parametry
Z
Punkt startu
K
Punkt końcowy
A
Srednica koła dna wrębów
B
Srednica koła wierzchołkowego
W
Położenie kąta
J
Liczba zębów przedmiotu
D
Kierunek obrotu obrabianego przedmiotu
3: M3
4: M4
S
Prędkość skrawania [m/min]
P
Maksymalny dosuw
F
Posuw na jeden obrót
I
Naddatek
E
Posuw obróbki wykańczającej
O
Przesuw pozycja startu
R
Wartość przesuwu
V
Liczba przesuwów
H
Oś dosunięcia
0: wcięcie następuje w kierunku X
1: wcięcie następuje w kierunku Y
Q
Wrzeciono obrabianego przedmiotu
0: wrzeciono 0 (wrzeciono główne) trzyma przedmiot
3: wrzeciono 3 (przeciwwrzeciono) trzyma przedmiot
U
Przełożenie narzędzia