Frezowanie gwintów xy-płaszczyzna g800, 1 1 din plus (o ś y): cykle frezowania – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Instrukcja Obsługi
Strona 68
68
1.1
1 DIN PLUS (o
ś Y): cykle frezowania
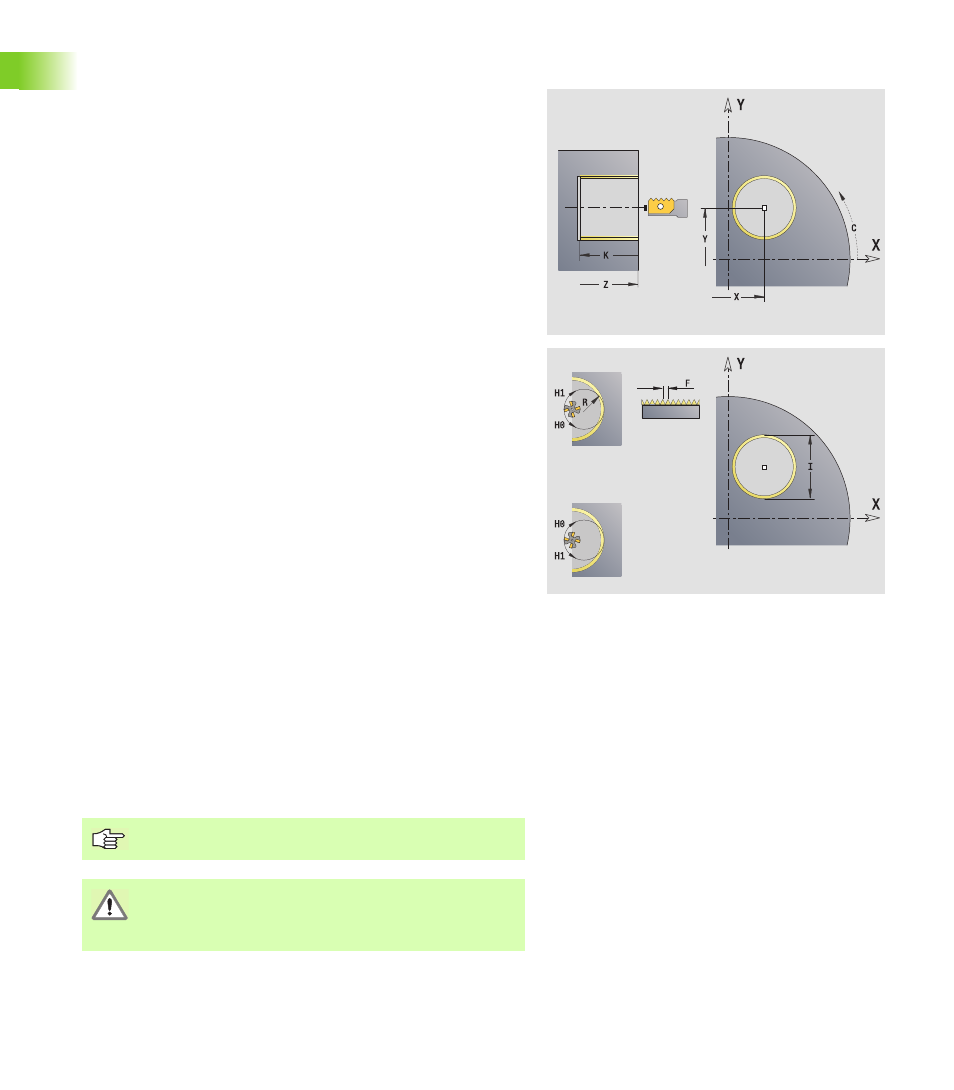
Frezowanie gwintów XY-płaszczyzna G800
Od wersji software 625 952-05: G800 frezuje gwint w istniejącym
odwiercie.
Cykl pozycjonuje narzędzie w odwiercie na "punkt końcowy gwintu".
Następnie narzędzie przemieszcza się na „promieniu wejściowym R“
i frezuje gwint. Przy tym narzędzie wcina się w materiał przy każdym
obrocie o skok „F“. Na koniec cykl wysuwa narzędzie z materiału i
odsuwa do punktu startu. W parametrze V programujemy, czy gwint
jest frezowany jednym obrotem, czy też w przypadku jednoostrzowych
narzędzi kilkoma obrotami.
Parametry
X
Punkt startu
Y
Punkt startu
C
Punkt startu
Z
Górna krawędź frezowania
I
Srednica gwintu
K
Głębokość gwintu
R
Promień wejścia
F
Skok gwintu
J
Kierunek gwintu (standard: 0)
0: gwint prawoskrętny
1: gwint lewoskrętny
H
Kierunek biegu frezowania (standard: 0)
0: ruch przeciwbieżny
1: ruch współbieżny
V
Jednokrotnie/wielokrotnie
0: gwint jest frezowany jednym obrotem o 360°
1: gwint jest frezowany kilkoma obrotami (narzędzie
jednoostrzowe)
O
Hamulec wrzeciona (O zostaje wykorzystywane, jeśli w
parametrze maszynowym 1019, .. został zapisany hamulec) –
default: 0
0: aktywować hamulec wrzeciona
1: nie aktywować hamulca wrzeciona
Proszę używać narzędzi frezarskich dla cyklu G800.
Uwaga niebezpieczeństwo kolizji
Głębokość wiercenia musi być przynajmniej o F/2
mniejsza niż głębokość gwintu.