Magazyn narzędzi, 1 podst awy – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Instrukcja Obsługi
Strona 10
10
1.1 Podst
awy
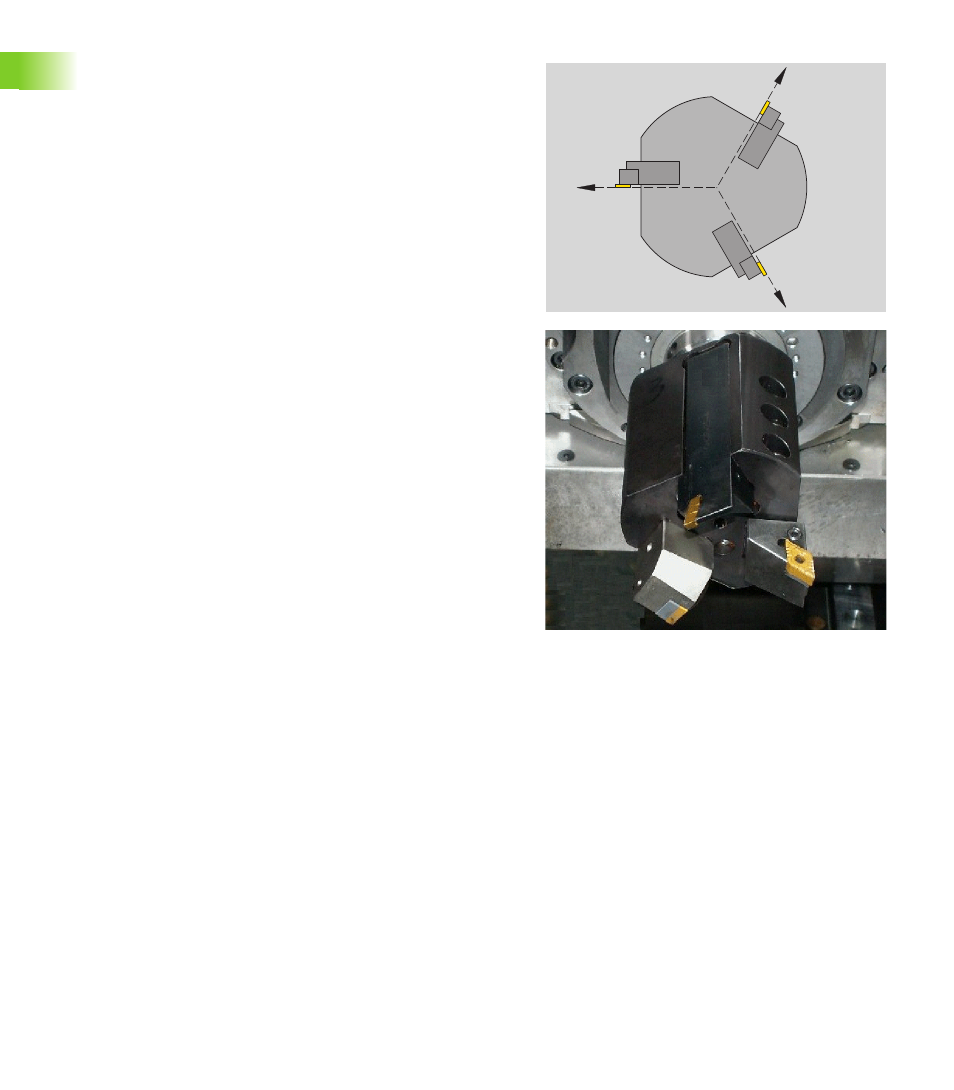
Multinarzędzia dla osi B
Jeśli kilka narzędzi jest zamontowanych w uchwycie narzędziowym, to
jest to oznaczane mianem "multinarzędzia". W przypadku multi-
narzędzi każde ostrze (każde narzędzie) otrzymuje własny numer
identyfikacyjny i własny opis.
Kąt położenia, na ilustracji oznaczony przy pomocy „C“ , jest częścią
składową danych narzędzia. Jeśli teraz jedno ostrze (jedno narzędzie)
multinarzędzia zostanie aktywowane, to CNC PILOT obraca
mulitnarzędzie na podstawie kąta położenia do właściwej pozycji. Do
kąta położenia zostaje dodawany offset kąta położenia z procedury
zmiany narzędzia. W ten sposób można używać narzędzia w jego
"normalnym położeniu" lub w pozycji "na głowie".
Fotografia pokazuje multinarzędzie z trzema ostrzami.
Magazyn narzędzi
CNC PILOT wspomaga działanie magazynu narzędziowego z
orientacją na miejsca dla 99 narzędzi włączenie. Orientacja na miejsca
oznacza, iż każdemu narzędziu zostaje przypisane określone miejsce
w magazynie. Operator maszyny określa to miejsce podczas
urządzania magazynu.
Lista magazynu ukazuje aktualne rozmieszczenie narzędzi w
magazynie. Narzędzia zostają zapisywane z ich numerami
identyfikacyjnymi na tej liście.
Programowanie narzędzi: narzędzia w magazynie są przewidziane
dla osi B. Dla zmiany narzędzia lub dla pozycjonowania narzędzia
znajduje się do dyspozycji funkcja G714.
Alternatywnie można programować nachylenie osi B i obrót narzędzia
na pozycję pod kątem położenia przy pomocy pojedyńczych rozkazów
(G0, G15, etc.). Wówczas konieczna jest jednakże deklaracja pozycji
narzędzia przy pomocy G712.
C0
C120
C240