Definiowanie położenia narzędzia g712, 9 din plus: narz ędzia magazynu – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Instrukcja Obsługi
Strona 47
HEIDENHAIN CNC PILOT 4290
47
1.9 DIN PLUS: narz
ędzia magazynu
Definiowanie położenia narzędzia G712
Jeśli oś B została wypozycjonowana przy pomocy pojedyńczych
rozkazów, to z G712 sterowanie otrzymuje informację o położeniu
narzędzia.
G712 zawiera następujące deklaracje:
Kąt B-osi
Offset kata poloz.
Orientacja narzędzia
Offset kąta położenia: „offset kąta położenia“ ustawia narzędzia
tokarskie w położenie "normalne" lub "na głowie". Przy tym CNC
PILOT uwzględnia zapisane w bazie danych narzędzi ustawienie
podstawowe (kąt położenia = kąt położenia z danych narzędzi + offset
kąta położenia).
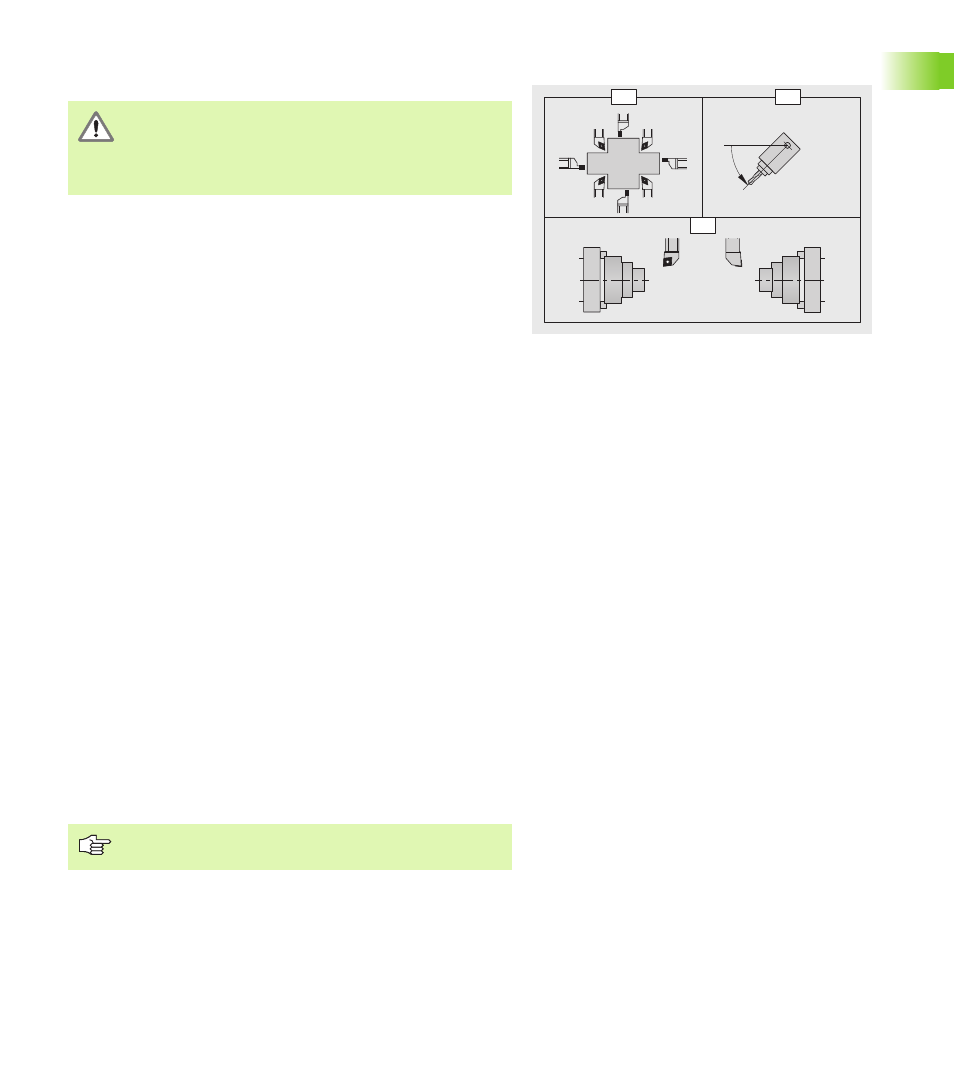
Orientacja narzędzia: przy obliczaniu pozycji wierzchołka ostrza
narzędzia CNC PILOT uwzględnia położenie ostrza. CNC PILOT
rozróżnia następujące typy: narzędzia do obróbki zgrubnej,
wykańczającej; narzędzia grzybkowe a także przecinaki i gwintowniki
(patrz ilustracja).
C=0°
C=180°
B
O=
1
3
7
5
2
4
6
8
C
B
O
Cykl G712 zostaje dopasowany przez producenta maszyn
do obrabiarki. Poniższy opis parametrów i sposobu pracy
może odbiegać od systemu pracy na danej obrabiarce.
Proszę uwzględnić informacje zawarte w instrukcji obsługi
maszyny.
Parametry
B
Kąt osi B. Kąt, pod którym znajduje się oś B.
C
Offset kąta położenia dla narzędzi tokarskich
0°: położenie narzędzia "normalne"
180°: położenie narzędzia "na głowie"
O
Orientacja w przypadku narzędzi tokarskich. Położenie ostrza
narzędzia (patrz ilustracja).
Położenia narzędzi 1, 3, 5, 7: dla narzędzi zgrubnych,
wykańczających i grzybkowych (neutralne narzędzia
zostają rozpoznane na podstawie kąta przystawienia)
Położenia narzędzi 2, 4, 6, 8: dla przecinaków i
gwintowników ("prawe" lub "lewe" narzędzie zostaje
definiowane w danych narzędzi)
G712 definiuje położenie narzędzia. Narzędzie nie zostaje
przemieszczone.