2 obs ługa r ęczna i tryb automatyczny – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Instrukcja Obsługi
Strona 17
HEIDENHAIN CNC PILOT 4290
17
1.2 Obs
ługa r
ęczna i tryb automatyczny
Odłożenie narzędzia do magazynu
Funkcja "Odłożenie narzędzia do magazynu" odkłada narzędzie z
powrotem z przestrzeni roboczej do magazynu. Następnie suport
narzędziowy przemieszcza się do punktu zmiany narzędzia i nachyla
oś B pod wymaganym kątem.
U
„T > magazyn > Narzędzie odłożyć“ wybrać w trybie obsługi ręcznej.
Sterowanie otwiera okno dialogowe "Magazyn: narzędzie odłożyć".
U
Zapisać parametr "B-kąt osi B" i zamknąć okno dialogowe.
Sterowanie ładuje przynależny program NC.
U
Aktywować program NC przy pomocy cykl-start
CNC PILOT
umieszcza narzędzie w magazynie
dokonuje przemieszczenia do punktu zmiany narzędzia
nachyla oś B
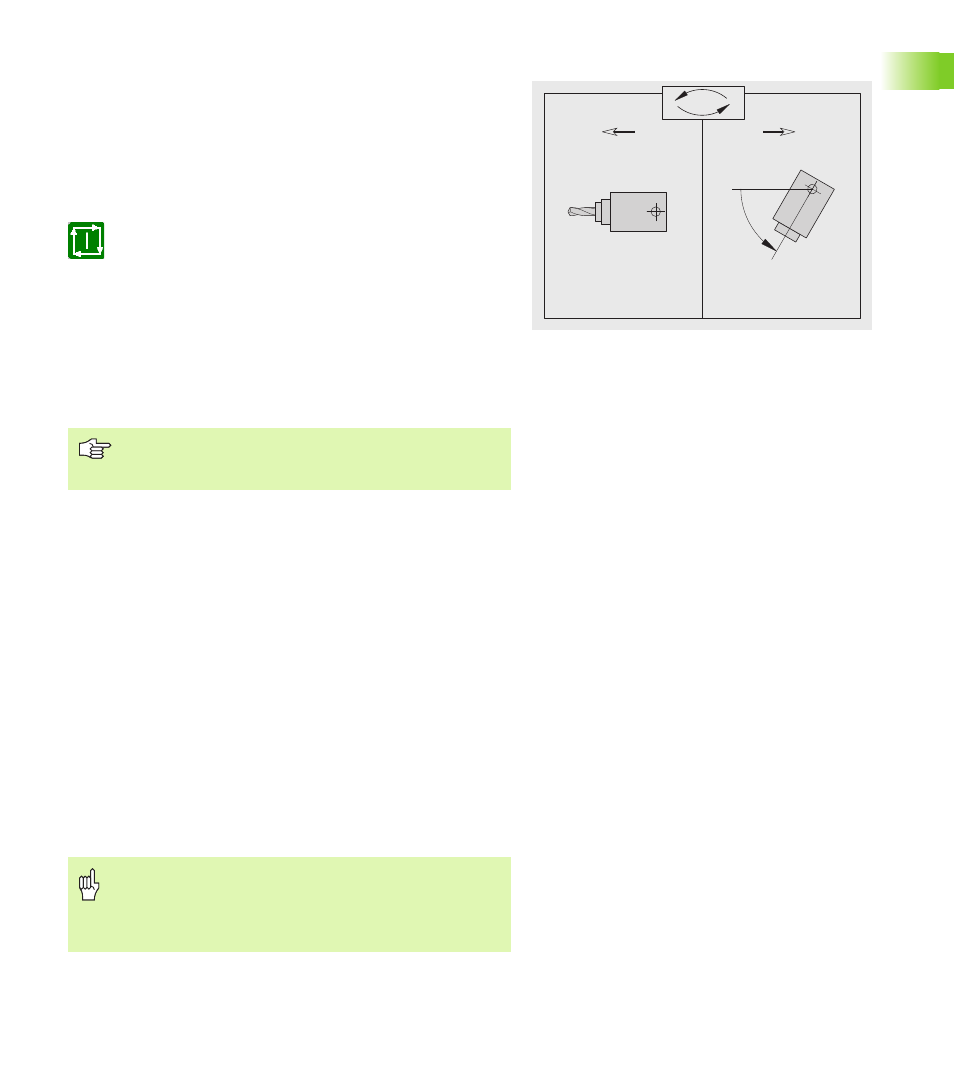
Nachylenie osi B w trybie sterowania ręcznego
Proszę wykorzystać albo wywołanie zmiany narzędzia dla
pozycjonowania osi B albo nachylić oś manualnie przy pomocy kółka
ręcznego bądź klawiszy PLC.
Wywołanie zmiany narzędzia: przy wywołaniu funkcji zmiany
narzędzia poszczególne dane wprowadzenia są już zajęte przez
aktualne wartości. Operator zapisuje wymagany kąt osi B i aktywuje
funkcję.
Manualne nachylenie: oś B zostaje nachylona przy pomocy kółka
ręcznego. Można także przemieścić oś B przy pomocy klawiszy PLC,
jeśli sterowanie jest do tego przygotowane przez producenta maszyn.
Proszę uwzględnić informacje zawarte w instrukcji obsługi maszyny.
Przy manualnym nachyleniu osi B zostaje co prawda uwzględniony
nowy kąt osi B, zmiana orientacji narzędzia nie zostaje przy tym
rozpoznana. Dlatego też sterowanie odznacza wskazania wartości
rzeczywistych X i Z jako nieważne (szare przedstawienie wartości
wskazania). Przy następnym wywołaniu narzędzia CNC PILOT oblicza
pozycję wierzchołka narzędzia na nowo i oznacza wskazania wartości
rzeczywistych X i Z jako ważne.
B
T 0
M
Parametry
B
Kąt osi B. Kąt, pod który zostaje nachylona oś B.
Proszę uwzględnić przy obsłudze i na wyświetlaczu:
funkcja ta zostaje wykonana za pomocą programu NC
Operator aktywuje program NC przy pomocy cykl-start.
Proszę uwzględnić, iż wskazania wartości rzeczywistych X
i Z (wyświetlacz maszynowy) są ukazywane jako
nieważne, jak tylko oś B zostanie nachylona manualnie.
CNC PILOT oznacza to przy pomocy szarego koloru
wskazania wartości.