Korekcje w trybie automatycznym, 2 obs ługa r ęczna i tryb automatyczny – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Instrukcja Obsługi
Strona 19
HEIDENHAIN CNC PILOT 4290
19
1.2 Obs
ługa r
ęczna i tryb automatyczny
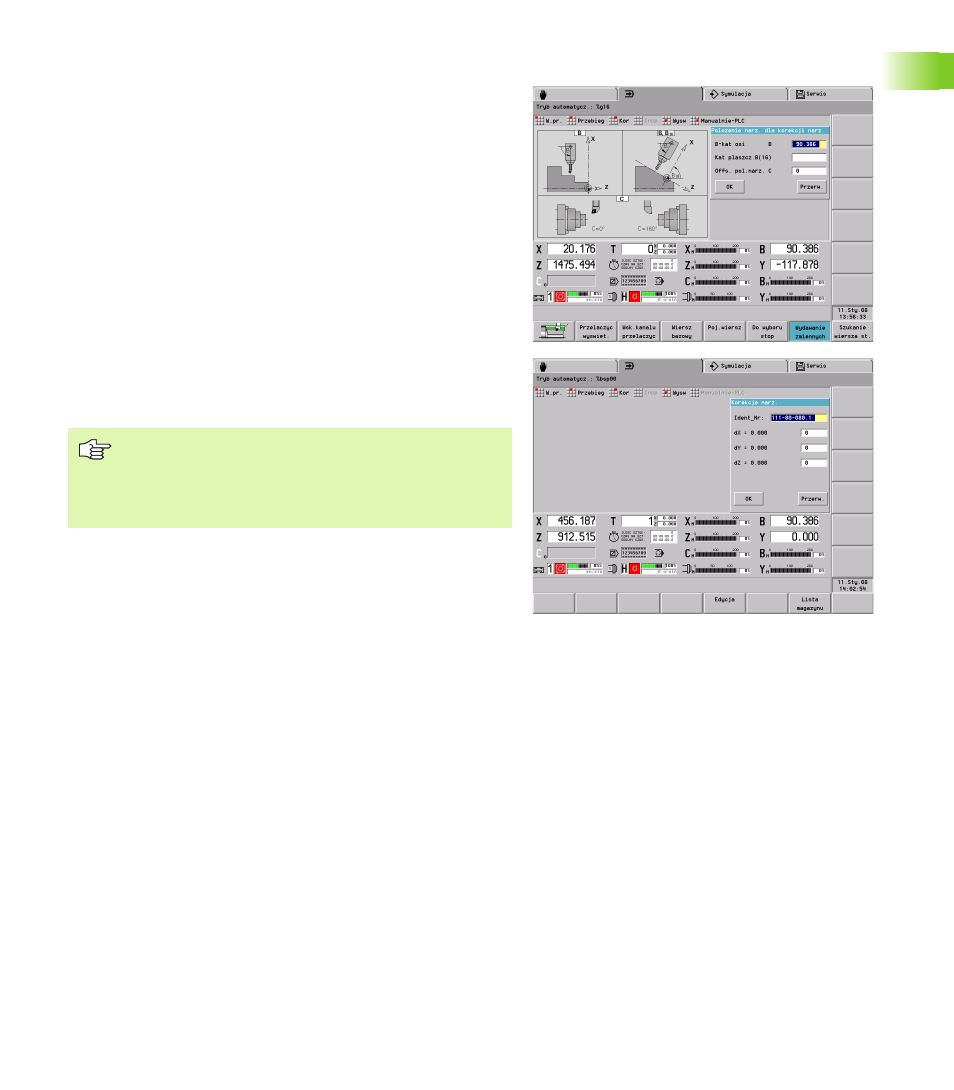
Korekcje w trybie automatycznym
Korekcje narzędzi: operator określa wartości korekcji wraz z
aktualnym kątem nachylenia osi B i kątem położenia narzędzia.
Sterowanie oblicza wymiary dla pozycji B=0 i zapisuje je w bazie
danych narzędzi.
U
„Kor(ekcje) > Korekcje narzędzi“ wybrać w trybie
automatycznym. Sterowanie otwiera okno dialogowe
"Położenie narzędzia dla korekcji narzędzia".
U
Zapisać parametry i zamknąć okno dialogowe
U
Sterowanie ukazuje w oknie dialogowym
"Korekcje narzędzia" wartości korekcji, w
odniesieniu do podanego w poprzednim oknie
dialogowym kąta osi B.
U
Zapisać nowe wartości korekcji
Sterowanie ukazuje w polu "T" (wyświetlacz maszynowy) wartości
korekcji w odniesieniu do aktualnego kąta osi B i kąta położenia
narzędzia.
Addytywne korekcje są niezależne od danych narzędzia. Korekcje
działają w kierunku osi X, Y i Z. Nachylenie osi B nie ma żadnego
wpływu na addytywne korekcje.
CNC PILOT zapisuje korekcje narzędzia wraz z innymi
danymi narzędzia do bazy danych.
Jeśli oś B zostanie nachylona, to CNC PILOT
uwzględnia korekcje narzędzia przy obliczaniu pozycji
wierzchołka ostrza narzędzia.