2 obs ługa r ęczna i tryb automatyczny – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Instrukcja Obsługi
Strona 15
HEIDENHAIN CNC PILOT 4290
15
1.2 Obs
ługa r
ęczna i tryb automatyczny
Zmiana pozycji narzędzia: jeśli wywołanie odnosi się do aktywnego
narzędzia, to suport przemieszcza się do punktu zmiany narzędzia i
nachyla oś B lub obraca narzędzie tak, by znalazło się pod kątem
położenia.
Offset kąta położenia: przy pomocy „Offset kąta położenia“ ustawia
się narzędzia tokarskie w położenie "normalne" lub "na głowie". Przy
tym CNC PILOT uwzględnia zapisane w bazie danych narzędzi
ustawienie podstawowe (kąt położenia = kąt położenia z danych
narzędzi + offset kąta położenia).
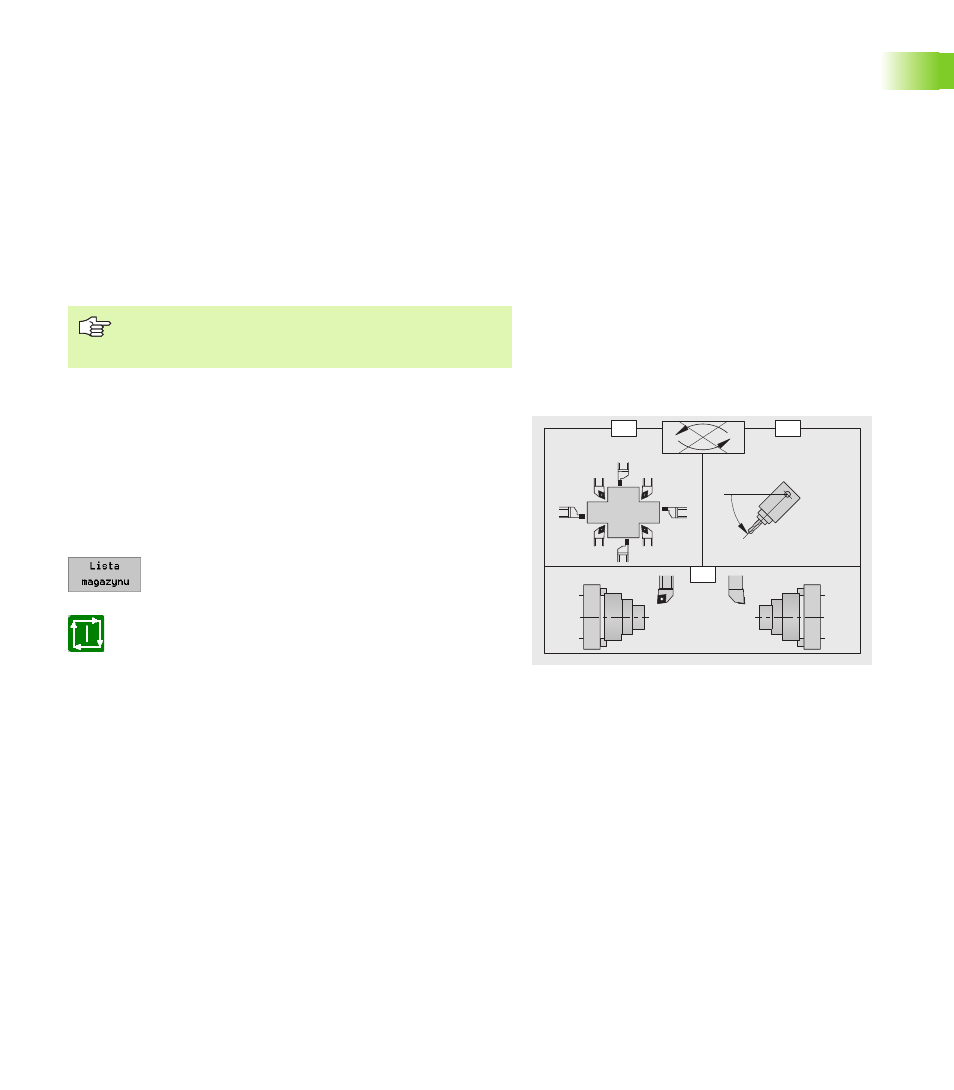
Orientacja narzędzia: przy obliczaniu pozycji wierzchołka ostrza
narzędzia CNC PILOT uwzględnia położenie ostrza. CNC PILOT
rozróżnia następujące typy: narzędzia do obróbki zgrubnej,
wykańczającej; narzędzia grzybkowe a także przecinaki i gwintowniki
(patrz ilustracja).
Deklarowanie narzędzia magazynu
Jeśli przy wyłączeniu i ponownym włączeniu sterowania znajduje się
narzędzie w przestrzeni roboczej, to musi ono zostać ponownie
zadeklarowane. Przy tym CNC PILOT wykorzystuje wartości
obowiązujące przy wyłączeniu jako wartości proponowane w oknie
dialogowym.
U
„T > magazyn > Narzędzie manualnie“ wybrać w trybie
obsługi ręcznej. Sterowanie otwiera okno dialogowe
"Magazyn: narzędzie manualnie"
U
Nacisnąć softkey, zapisać kąt osi B, sprawdzić
następne parametry i zamknąć okno dialogowe.
Sterowanie ładuje przynależny program NC.
U
Aktywować program NC przy pomocy cykl-start.
Proszę uwzględnić przy obsłudze i na wyświetlaczu:
funkcja ta zostaje wykonana za pomocą programu NC
Operator aktywuje program NC przy pomocy cykl-start.
C=0°
C=180°
B
T
M
O=
1
3
7
5
2
4
6
8
C
B
O
Parametry
ID
Numer identyfikacyjny narzędzia z magazynu
P
Numer miejsca w magazynie narzędzi
O
Orientacja w przypadku narzędzi tokarskich. Położenie ostrza
narzędzia (patrz ilustracja).
Położenia narzędzi 1, 3, 5, 7: dla narzędzi zgrubnych,
wykańczających i grzybkowych (neutralne narzędzia
zostają rozpoznane na podstawie kąta przystawienia)
Położenia narzędzi 2, 4, 6, 8: dla przecinaków i
gwintowników ("prawe" lub "lewe" narzędzie zostaje
definiowane w danych narzędzi)
B
Kąt osi B. Kąt, pod który zostaje nachylona oś B.
C
Offset kąta położenia dla narzędzi tokarskich
0°: położenie narzędzia "normalne"
180°: położenie narzędzia "na głowie"