9 din plus: narzędzia magazynu, Zmiana narzędzia z magazynu g714 – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Instrukcja Obsługi
Strona 44
44
1.9 DIN PLUS: narz
ędzia magazynu
1.9 DIN PLUS: narzędzia magazynu
Zmiana narzędzia z magazynu G714
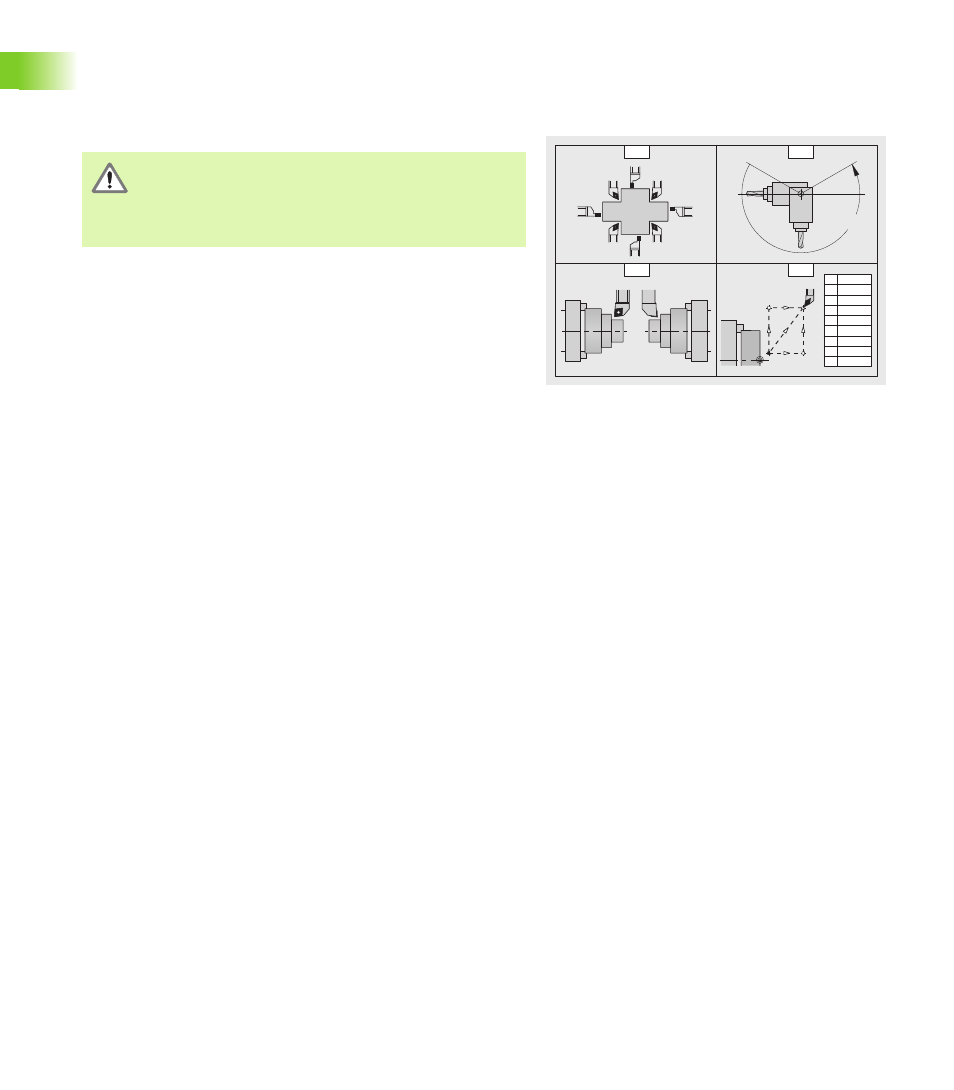
G714 zawiera następujące funkcje:
Najazd punktu zmiany narzędzia
Umieszczenie aktywnego narzędzie ponownie w magazynie
Pobór programowanego narzędzia z magazynu
Nachylenie osi B do położenia pod zaprogramowanym kątem
Obrócenie narzędzie na pozycję pod "kątem położenia" (na
"normalna" lub "na głowie")
Obliczenie danych narzędzia odpowiednio do "Orientacji O", pozycji
osi B i do kąta położenia
Jeśli zaprogramowano, aktywować (addytywną) "korekcję D"
Nastawienie zgodnie z zaprogramowaniem hamulca szczękowego
C=0°
C=180°
0°
B
O=
1
3
7
5
2
4
6
8
C
B
O
V
V X+Z+Y
V0 X + Z
V1 X, Z
V2 Z, X
V3 X
V4 Z
V5 Y
V6 X+Z+Y
V9
Cykl G714 zostaje dopasowany przez producenta maszyn
do obrabiarki. Poniższy opis parametrów i sposobu pracy
może odbiegać od systemu pracy na danej obrabiarce.
Proszę uwzględnić informacje zawarte w instrukcji obsługi
maszyny.
Parametry
ID
Numer identyfikacyjny narzędzia z magazynu
Przy naciśnięciu softkey "Dalej" sterowanie ukazuje listę
MAGAZYN TARCZOWY. Proszę wybrać żądane narzędzie i
przejąć je do programu.
O
Orientacja w przypadku narzędzi tokarskich. Położenie ostrza
narzędzia (patrz ilustracja).
Położenia narzędzi 1, 3, 5, 7: dla narzędzi zgrubnych,
wykańczających i grzybkowych (neutralne narzędzia
zostają rozpoznane na podstawie kąta przystawienia)
Położenia narzędzi 2, 4, 6, 8: dla przecinaków i
gwintowników ("prawe" lub "lewe" narzędzie zostaje
definiowane w danych narzędzi)
B
Kąt osi B. Kąt, pod który zostaje nachylona oś B.
C
Offset kąta położenia dla narzędzi tokarskich
0°: położenie narzędzia "normalne"
180°: położenie narzędzia "na głowie"
D
Addytywna korekcja (1..16). Aktywuje addytywną korekcję.
Addytywna korekcja zostaje dezaktywowana przy następnej
zmianie narzędzia (patrz G149).