10 din plus: odcinki liniowe i kołowe, Frezowanie: przemieszczenie liniowe g1 – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Instrukcja Obsługi
Strona 49
HEIDENHAIN CNC PILOT 4290
49
1.10 DIN PLUS: odcinki liniowe i ko
łow
e
1.10 DIN PLUS: odcinki liniowe i
kołowe
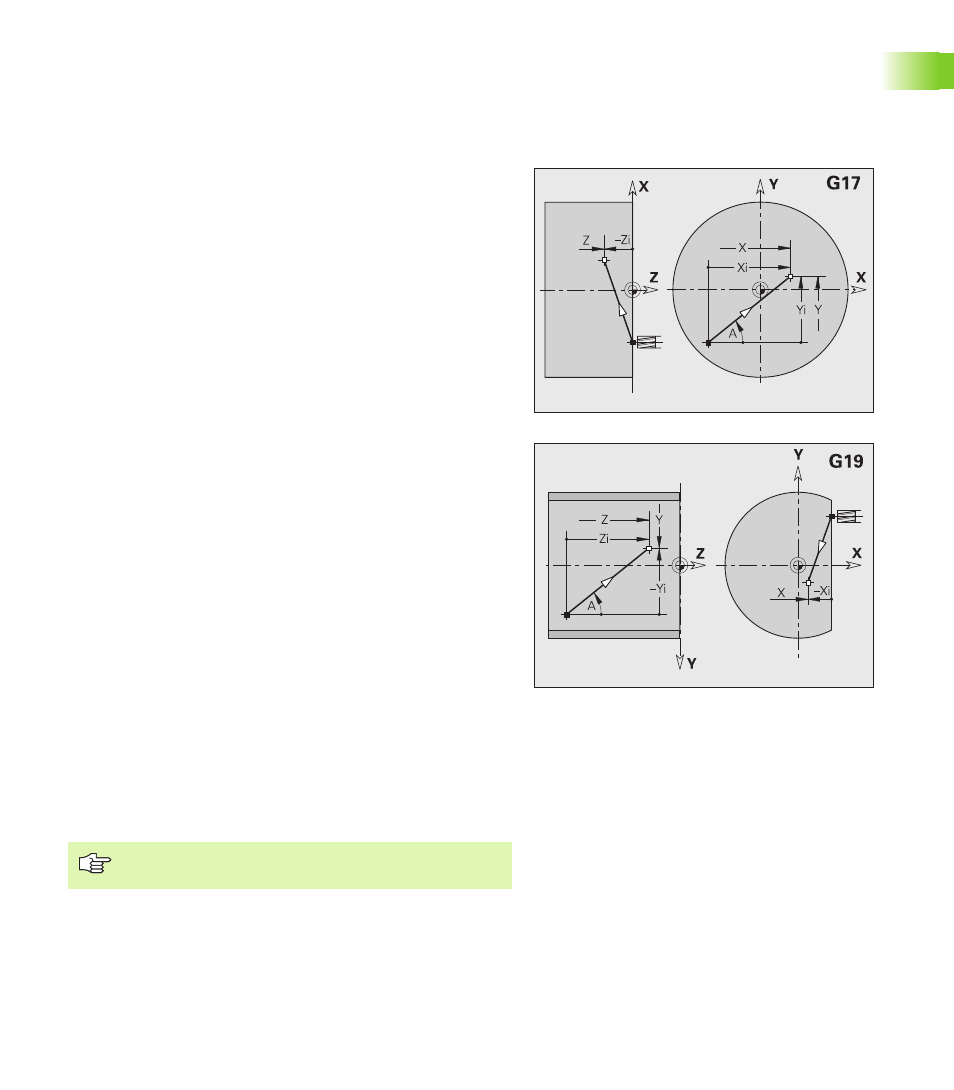
Frezowanie: przemieszczenie liniowe G1
G1 przemieszcza liniowo z posuwem do "punktu końcowego". G1
zostaje wykonana w zależności od płaszczyzny obróbki :
G17 interpolacja na płaszczyźnie XY
Wcięcie w kierunku Z
Kąt A – baza: dodatnia oś X
G18 interpolacja na płaszczyźnie XZ
Wcięcie w kierunku Y
Kąt A – baza: ujemna oś Z
G19 interpolacja na płaszczyźnie YZ
Wcięcie w kierunku X
Kąt A – baza: dodatnia oś Z
Parametry
X
Punkt końcowy (wymiar średnicy)
Y
Punkt końcowy
Z
Punkt końcowy
A
Kąt (baza: w zależności od płaszczyzny obróbki)
Q
Punkt przecięcia. Punkt końcowy, jeśli odcinek przecina łuk
kołowy (standard: 0):
Q=0: bliski punkt przecięcia
Q=1: oddalony punkt przecięcia
B
Fazka/zaokrąglenie. Definiuje przejście do następnego
elementu konturu. Proszę zaprogramować teoretyczny punkt
końcowy, jeśli wykorzystujemy fazkę/zaokrąglenie.
brak wpisu: przejście tangencjalne
B=0: nie tangencjalne przejście
B>0: promień zaokrąglenia
B<0: szerokość fazki
E
Współczynnik specjalnego posuwu dla fazki/zaokrąglenia
(standard: 1)
Posuw specjalny = aktywny posuw * E (0 < E <= 1)
Programowanie X, Y, Z: absolutnie, przyrostowo,
samozachowawczo lub „?“