Flowserve INNOMAG TB-MAG ASME Instrukcja Obsługi
Strona 34
INNOMAG
®
TB-MAG
™ ASME oraz ISO BEZUSZCZELNIENIOWE POLSKI 87900053 06-14
Strona 34 z 48
flowserve.com
Upewnić się, że narzędzie do
demontażu tulei jest dokładnie wycentrowane dla
zapobieżenia uszkodzeniu wnętrza koła wirnikowego
[2200].
Zalecamy umieszczenie papierowego ręcznika
pod kołem wirnikowym [2200] dla zabezpieczenia przed
uszkodzeniem tulei w wypadku je
j wypadnięcia.
a)
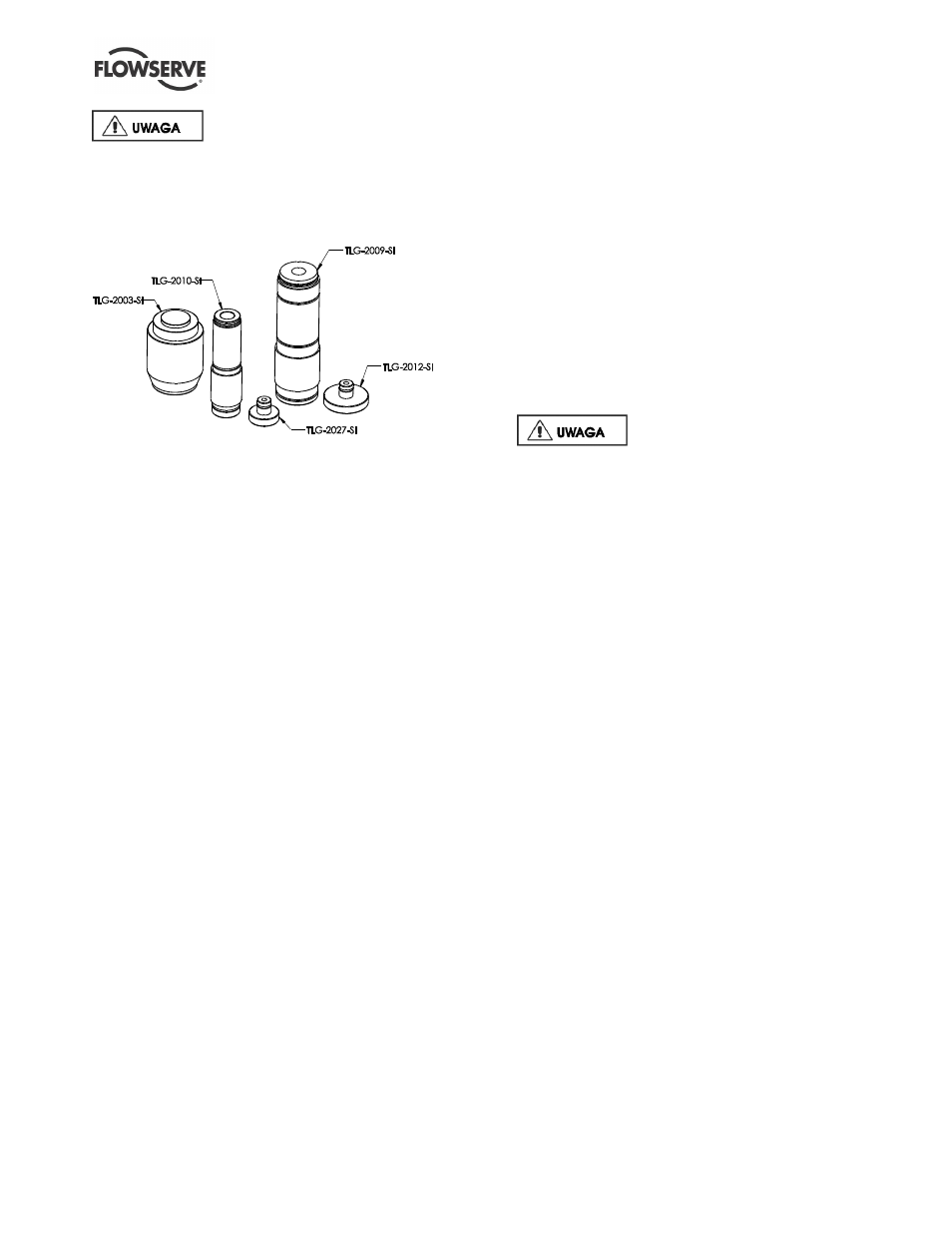
Dla wirników serii A/V/E, wstawić TLG-2027-SI
na TLG-2010-
SI i wycentrować na zaworze
regulacyjnym [3300.2]. Dla serii B/C/W/F/G
zastosować TLG-2009-SI wraz z wstawionym
TLG-2012-SI.
b)
Za pomocą prasy montażowej, ostrożnie wcisnąć
tuleje
z narzędziem do demontażu, aż do
momentu, gdy pierwsza tuleja [3300] i element
d
ystansowy [3300.1] odłączą się.
c)
Unieść koło wirnikowe [2200] i zdemontować
pierwszą tuleję [3300] i element dystansowy
[3300.1] dla zapewnienia przestrzeni
umożliwiającej demontaż drugiej tulei [3300] i
zaworu regulacyjnego [3300.2].
d)
Kontynuować nacisk prasą montażową, aż do
momentu odłączenia drugiej tulei [3300] i zaworu
regulacyjnego [3300.2].
e) Gdy druga tuleja [3300] oraz zawór regulacyjny
[330.20 są uwolnione, zdemontować koło
wirnikowe.
f)
Zdemontować drugą tuleję [3300] oraz zawór
regulacyjny [3300.2]
z narzędzia do demontażu
tulei.
6.10.2 Instalacja tulei
a) Ta operacja wymaga zastosowania zestawu do
demontażu/montażu tulei, część # TLG-2016-AA
Innomag
®
firmy Flowserve.
b)
Umieścić oko (środek) koła wirnikowego [2200] na
części TLG-2003-SI zestawu do instalacji tulei.
Stopniowana strona jest zaprojektowana dla
podparcia wszystkich kół wirnikowych TB-MAG™.
c)
Umieścić odlany wypust w kole wirnikowym [2200].
d) Od drugiej strony, rowek zaworu regulacyjnego
[3300.2] musi zosta
ć ustawiony w linii z odlanym
wypustem.
e)
Umieścić zawór regulacyjny [3300.2] ponad
O-ring
iem na krótkim stopniowanym końcu
narzędzia do instalacji tulei część TLG-2010-SI
(serie A/V/E) lub TLG-2009-SI (serie B/C/W/F/G).
f) Ust
awić w linii rowek zaworu regulacyjnego
[3300.2] z odlanym wypustem.
g)
Ostrożnie wstawić zawór regulacyjny [3300.2]
ręką, aż do odczucia oporu, upewnić się, że jest
dokładnie ustawiony w linii.
h) Upew
nić się, że narzędzie do instalacji tulei jest
dokładnie wycentrowanie.
i)
Przy pomocy pracy montażowej, stosując powolne
równomierny nacisk na narzędzie do instalacji tulei
część TLG-2010-SI (serie A/V/E) lub TLG-2009-SI
(serie B/C/W/F/G) dla wciśnięcia zaworu
regulacyjnego [3300.2].
Zaprzestać wciskania gdy
jest on pewnie osadzony.
Nie stosować nadmiernej siły
gdyż może to spowodować uszkodzenie zaworu
regulacyjnego oraz koła wirnikowego.
j)
Ustawić w linii dużą tuleję SIC [3300] oddzieloną
plastykowym elementem dystansowym [3300.1]
na narzędziu # TLG-2010-SI (serie A/V/E) lub
TLG-2009-SI (serie B/C/W/F/G).
k)
Upewnić się że tuleja jest osadzona i zabezpieczona
O-ring
iem na narzędziu do instalacji tulei.
l)
Ustawić w linii tuleję [3300] z odlanym wpustem.
m)
Wcisnąć tuleję [3300] aż do jej pewnego
osadzenia za pomocą prasy montażowej.
6.10.3 Tylny
wirujący pierścień cierny
a)
Umieścić tylny pierścień cierny [3041.1] na kole
wirnikowym [2200] i ustawić w linii wycięcia.
b)
Umieścić tuleję PCV do przycinania ponad
pierścieniem ciernym [3041.1].
c)
Umieścić aluminiowy klocek na tulei do
przycina
nia i wcisnąć pierścień cierny we
właściwe miejsce za pomocą prasy montażowej.
d)
Wstawić kołek ustalający w szczelinę w kole
wirnikowym [2200].
e)
Wcisnąć kołek we właściwe miejsce za pomocą
szczypiec z wąskim końcem.
f)
Następnie docisnąć za pomocą śrubokręta.
g) Po
wstawieniu kołka, zabezpieczyć, za pomocą
drutu lutowniczego połączyć końce pierścienia.
6.10.4
Przedni wirujący pierścień cierny
a)
Umieścić przedni pierścień cierny na kole
wirnikowym [2200] i ustawić w linii wycięcia.
b)
Umieścić aluminiowy klocek na tulei do
przy
cinania i wcisnąć pierścień cierny we
właściwe miejsce za pomocą prasy montażowej.
c)
Wstawić kołek ustalający w szczelinę w kole
wirnikowym [2200].