1 proste sposoby obróbki programować i odpracować – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Instrukcja Obsługi
Strona 88
88
3 Pozycjonowanie z r cznym wprowadzeniem danych
3.1 Pr
ost
e
sposoby obróbki pr
ogramować i odpracować
3.1 Proste sposoby obróbki
programować i odpracować
Dla prostej obróbki lub dla wst pnego ustalenia położenia narz dzia
przeznaczony jest rodzaj pracy Pozycjonowanie z r cznym
wprowadzeniem danych. W tym przypadku można wprowadzić krótki
program w formacie tekstu otwartego firmy HEIDENHAIN lub
zgodnie z DIN/ISO i nast pnie bezpośrednio wł czyć wypełnianie.
Można także wywołać cykle TNC. Ten program zostanie
wprowadzony w pami ć w pliku SMDI. Przy pozycjonowaniu z
r cznym wprowadzeniem danych można aktywować dodatkowe
wskazanie stanu.
Zastosować pozycjonowanie z r cznym
wprowadzaniem danych
Wybrać rodzaj pracy Pozycjonowanie z r cznym
wprowadzeniem danych. Plik $MDI dowolnie
zaprogramować
Uruchomić przebieg programu: Zewn trzny klawisz
START
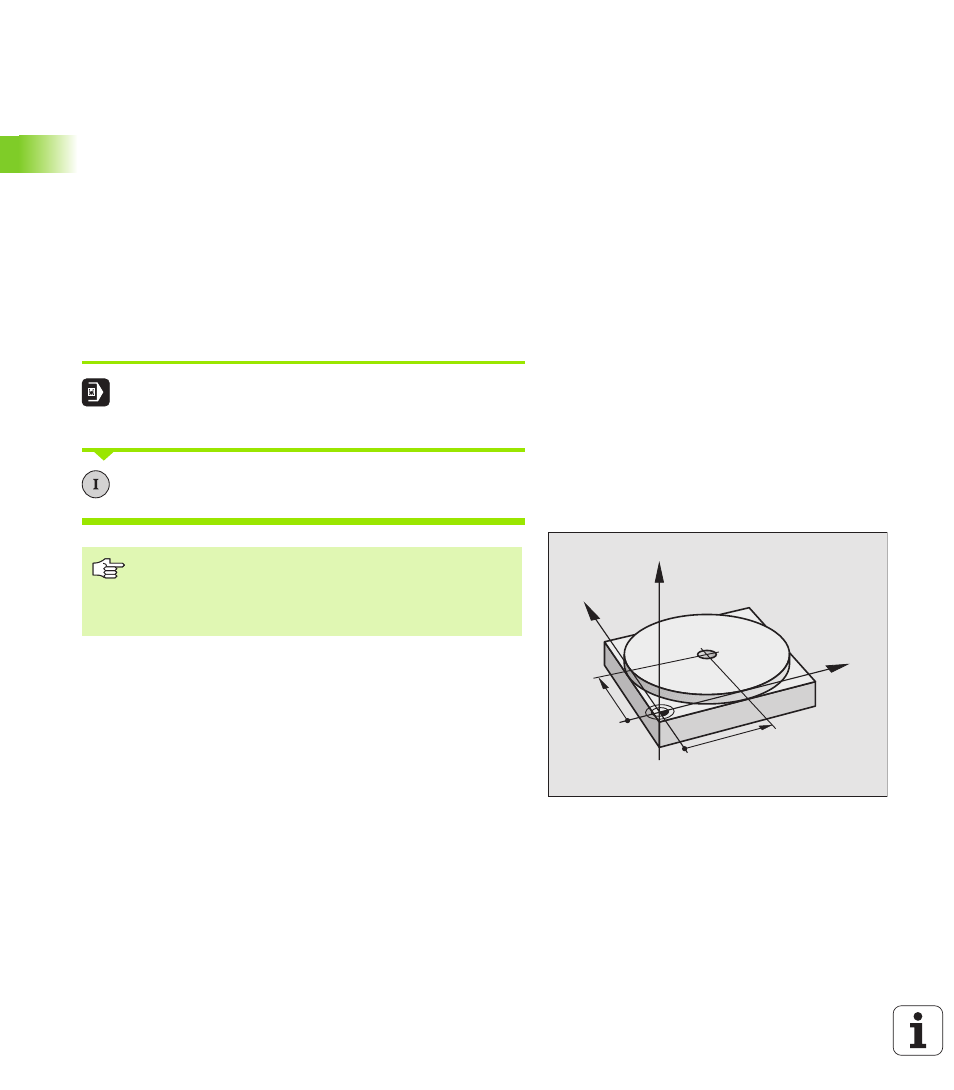
Przykład 1
Na pojedyńczym przedmiocie ma być wykonany otwór okr gły o
gł bokości 20 mm. Po umocowaniu przedmiotu, wyregulowaniu i
wyznaczeniu punktów odniesienia, można wykonanie tego otworu
programować kilkoma wierszami programu i wypełnić.
Ograniczenie
Grafika programowania i grafika przebiegu programu nie
znajduj si w dyspozycji. Plik $MDI nie może zawierać
wywołania programu (%).
Y
X
Z
50
50