Tolerancja (cykl g62), 10 c y kle s p ecjalne – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Instrukcja Obsługi
Strona 447
HEIDENHAIN iTNC 530
447
8.10
C
y
kle s
p
ecjalne
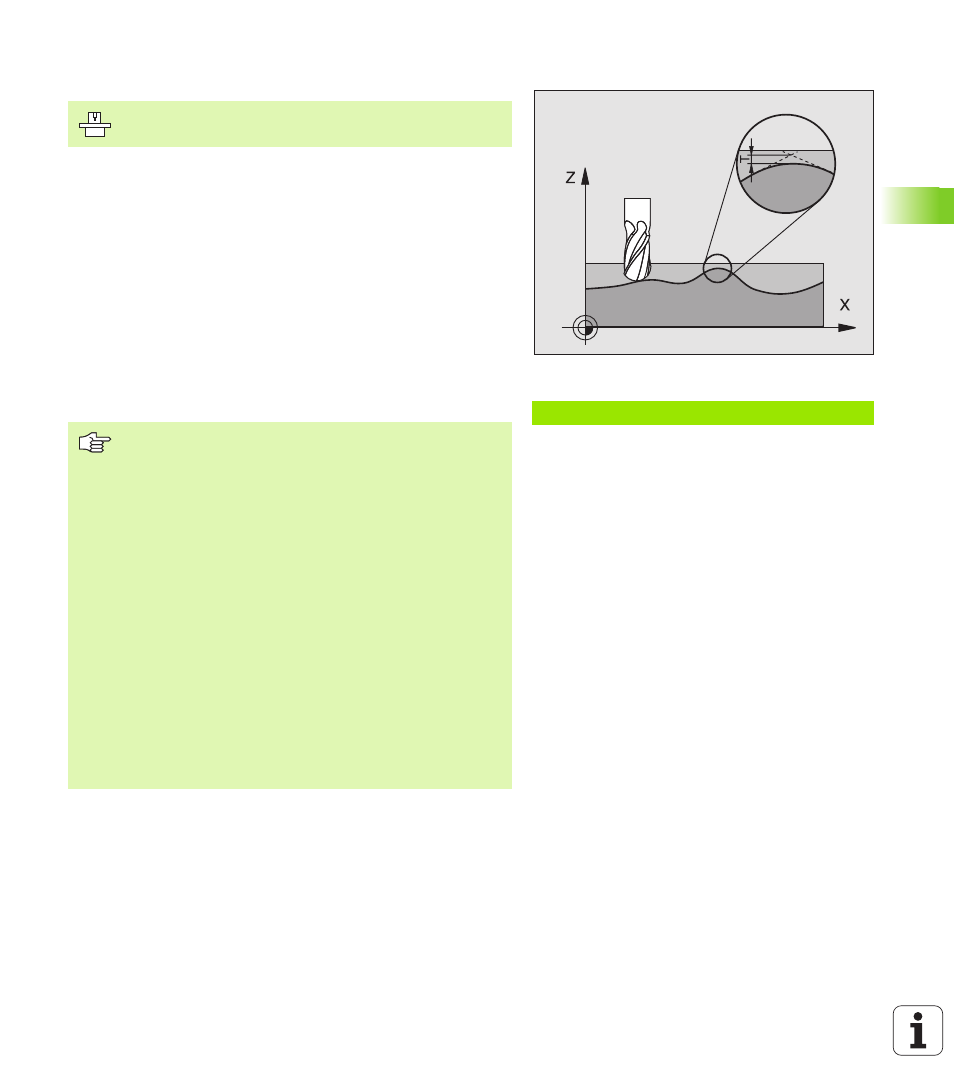
TOLERANCJA (cykl G62)
TNC wygładza automatycznie kontur pomi dzy dowolnymi
(nieskorygowanymi lub skorygowanymi) elementami konturu.
Dlatego też narz dzie przemieszcza si nieprzerwanie na
powierzchni obrabianego przedmiotu. Dodatkowo tolerancja działa
także przy przemieszczeniach po łukach kołowych. Jeśli to
konieczne, TNC redukuje zaprogramowany posuw automatycznie,
tak że program zostaje zawsze wykonywany bez „zgrzytów“ i z
najwi ksz możliw pr dkości . Zdefiniowana tolerancja zostaje
zawsze dotrzymywna przez TNC, tak iż jakość powierzchni si
zwi ksza a mechanika obrabiarki nie zostaje nadużywana.
Poprzez wygładzanie powstaje odchylenie od konturu. Wielkość
odchylenia od konturu (wartość tolerancji) określona jest w
parametrze maszynowym przez producenta maszyn. Przy pomocy
cyklu G62 można zmienić nastawion z góry wartość tolerancji i
wybrać różne nastawienia filtra.
Př klad: NC bloki
N78 G62 T0,05 P01 0 P02 5 *
Maszyna i TNC musz być przygotowane przez
producenta maszyn.
Prosz uwzgl dnić przed programowaniem
Cykl G62 jest DEF aktywny, to znaczy od jego definicji
działa on w programie.
Wycofujemy cykl G62, poprzez ponowne zdefiniowanie
cyklu G62 i potwierdzenie pytania dialogowego po
wartość tolerancji z NO ENT . Ustalona wst pnie
tolerancja b dzie poprzez wycofanie znowu aktywna.
Wprowadzona wartość tolerancji T zostaje interpretowana
przez TNC w MM programie w jednostce miary mm lub w
Inch programie w jednostce miary cal.
Jeżeli wczytamy program przy pomocy cyklu 32,
zawieraj cy jako program cykliczny tylko wartość
tolerancji T, TNC dodaje w razie potrzeby obydwa
pozostałe parametry o wartości 0.
Im wi ksz zapiszemy tolerancj , tym mniejsz b dzie z
reguły średnica okr gów przy ruchach okr żnych. Jeśli
na obrabiarce jest aktywny filtr HSC (w razie konieczności
zapytać u producenta maszyn), to ten okr g może być
wi kszy.