Prosta na biegu szybkim g00 prosta z posuwem g01 f, 4 ruchy po torze– współrzdne pr ost o ktne – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Instrukcja Obsługi
Strona 205
HEIDENHAIN TNC iTNC 530
205
6.4 Ruchy po torze– współrzdne pr
ost
o
ktne
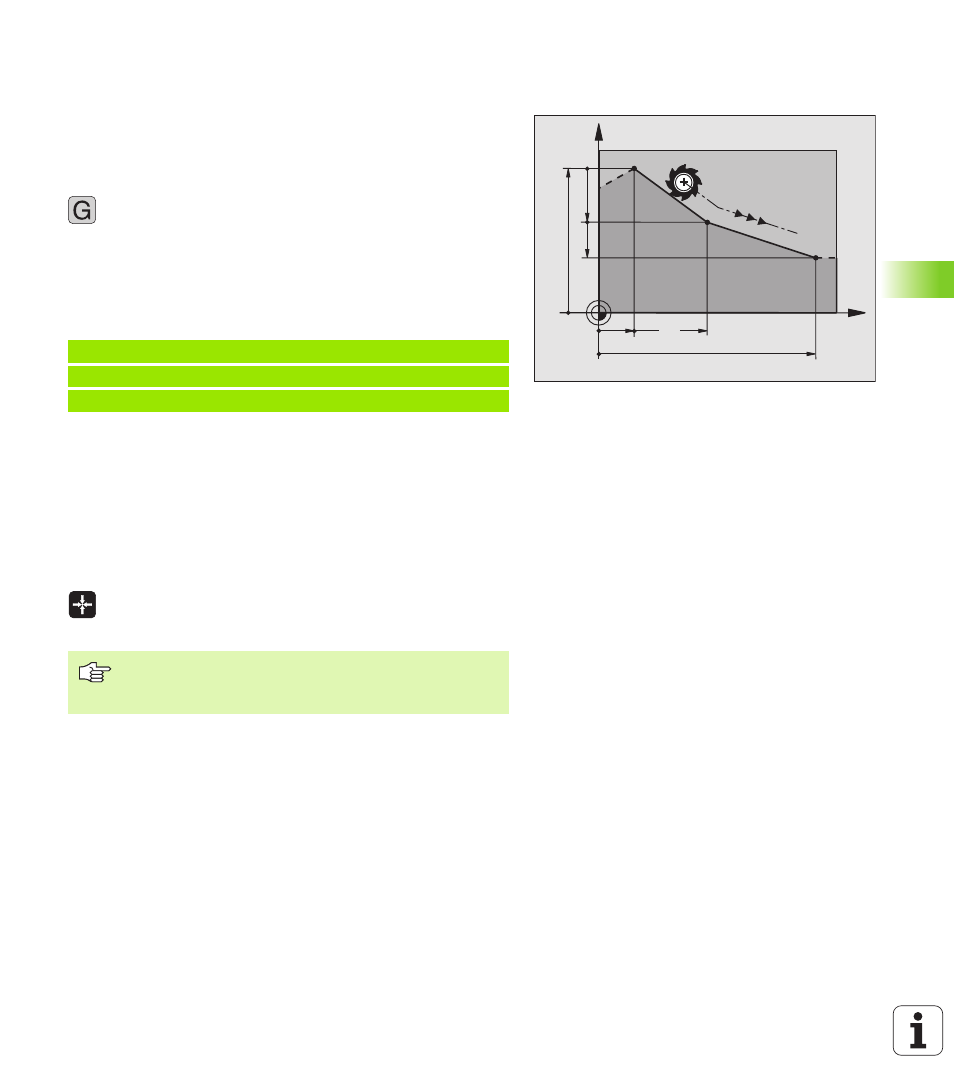
Prosta na biegu szybkim G00
Prosta z posuwem G01 F. . .
TNC przemieszcza narz dzie po prostej od jego aktualnej pozycji do
punktu końcowego prostej. Punkt startu jest jednocześnie punktem
końcowym poprzedniego bloku.
Programowanie
8
Współrz dne punktu końcowego prostej
Jeśli konieczne:
8
Korekcja promienia G40/G41/G42
8
Posuw F
8
Funkcja dodatkowa M
NC bloki przykładowe
Przej ć pozycj rzeczywist
Wiersz prostych (G01 wiersz) można także generować klawiszem
„PRZEJ Ć POZYCJ RZECZYWIST “:
8
Prosz przesun ć narz dzie w rodzaju pracy Obsługa r czna na
pozycj , która ma być przej ta
8
Przeł czyć wyświetlacz monitora na Program wprowadzić do
pami ci/edycja
8
Wybrać wiersz programu, za którym ma być wł czony ten wiersz
8
Klawisz „PRZEJ Ć POZYCJ RZECZYWIST “
nacisn ć: TNC generuje G01 wiersz ze
współrz dnymi pozycji rzeczywistej
N70 G01 G41 X+10 Y+40 F200 M3 *
N80 G91 X+20 Y 15 *
N90 G90 X+60 G91 Y 10 *
Liczba osi, które TNC wprowadza do pami ci w G01
wierszy, prosz określić poprzez MOD funkcj (patrz
„Wybrać funkcj MOD”, strona 548).
X
Y
60
15
40
10
10
20
1