Frezow.na got. powierzchni bocznych (cykl g124), 6 slcykle – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Instrukcja Obsługi
Strona 383
HEIDENHAIN iTNC 530
383
8.6 SLcykle
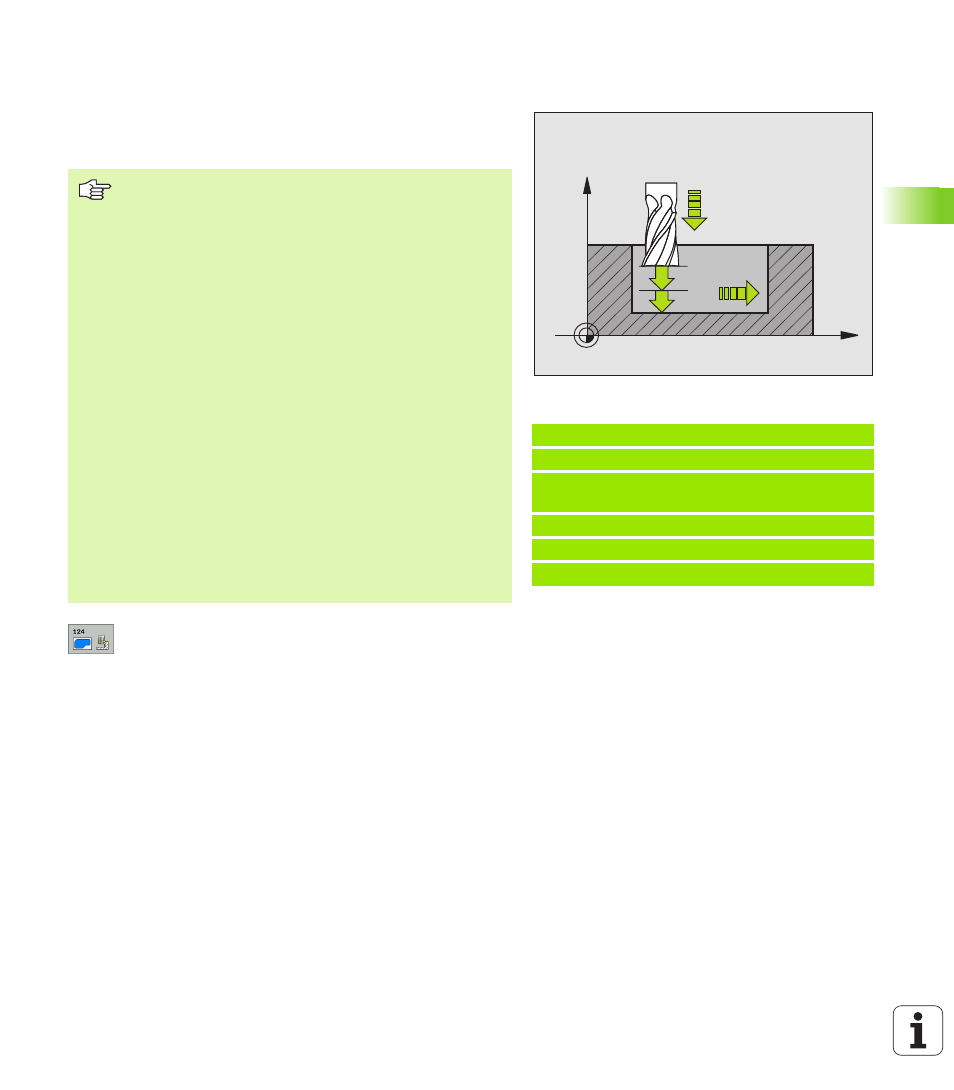
FREZOW.NA GOT. POWIERZCHNI BOCZNYCH
(cykl G124)
TNC przemieszcza narz dzie na torze kołowym stycznie do konturu
cz ściowego (wycinkowego). Każdy kontur cz ściowy zostaje
oddzielnie obrabiany na gotowo.
8
Kierunek obrotu ? Zgodnie z ruchem wskazówek
zegara = –1 Q9:
Kierunek obróbki:
+1: Kierunek obróbki w kierunku przeciwnym do
ruchu wskazówek zegara:
–1:Obrót zgodnie z ruchem wskazówek zegara
(RWZ)
8
Gł bokość dosuwu Q10 (przyrostowo): Wymiar, o
jaki narz dzie zostaje każdorazowo dosuni te.
8
Posuw dosuwu wgł bnego Q11: Posuw
zagł biania
8
Posuw rozwiercania Q12: Posuw frezowania
8
Naddatek dla obróbki wykańczaj cej z boku Q14
(przyrostowo): Naddatek dla kilkakrotnej obróbki
wykańczaj cej; ostatnia warstwa materiału na
obróbk wykańczaj c zostanie rozwercona, jeśli
wprowadzimy Q14 = 0
Př klad: NC bloki
N61 G124 OBRÓBKA NA GOTOWO BOKU
Q9=+1
;KIERUNEK OBROTU
Q10=+5
;GŁ BOKOŚĆ WEJŚCIA W
MATERIAŁ
Q11=100
;POSUW WGŁ BNY
Q12=350
;POSUW PRZECI GANIA
Q14=+0
;NADDATEK Z BOKU
X
Z
Q11
Q12
Q10
Prosz uwzgl dnić przed programowaniem
Suma naddatku obróbki na got. boku(Q14) i promienia
narz dzia obróbki na gotowo musi być mniejsza niż suma
naddatku obróbki na got. boku (Q3, cykl G120) i
promienia narz dzia przeci gania.
Jeśli odpracowujemy cykl G124 bez uprzedniego
rozwiercenia z cyklem G122, to obowi zuje pokazane
uprzednio obliczeniu; promień rozwiertaka ma wówczas
wartość „0“.
TNC samo ustala punkt startu dla obróbki wykańczaj cej.
Punkt startu zależy od ilości miejsca w wybraniu.
Można używać cyklu G124 także dla frezowania konturu.
Należy wówczas
Zdefiniować przewidziany do frezowania kontur jako
pojedyńcz wysepk (bez ograniczenia kieszeni) i
zapisać w cyklu G120 naddatek na obróbk
wykańczaj c (Q3) o wi kszej wartości, niż suma z
naddatku na obróbk wykańczaj c Q14 + promienia
używanego narz dzia
TNC samo ustala punkt startu dla obróbki wykańczaj cej.
Punkt startu zależy od ilości miejsca w kieszeni i
zaprogramowanego w cyklu G120 naddatku.