10 przykłady pr ogramowania, Przykład: cylinder wkl sły z frezem kształtowym – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Instrukcja Obsługi
Strona 516
516
11 Programowanie: Q parametry
11.10 Przykłady pr
ogramowania
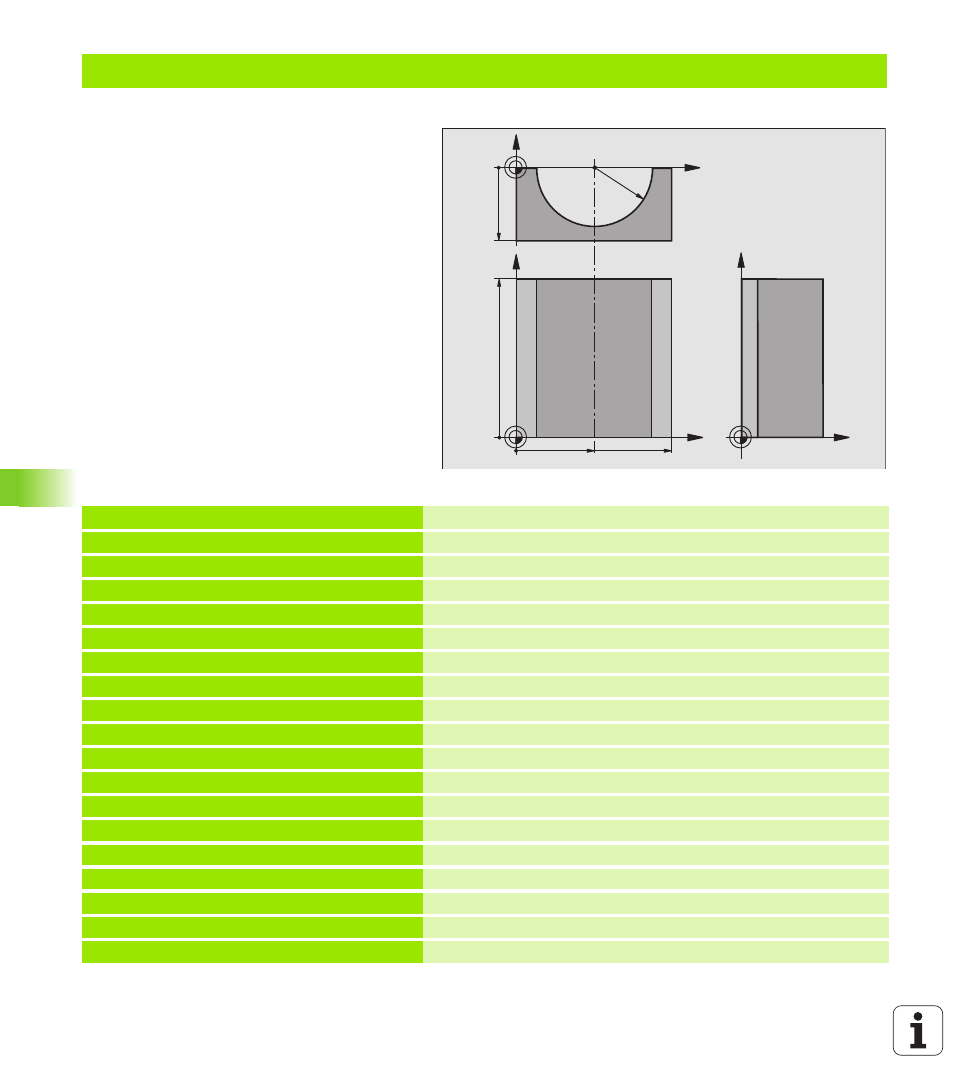
Przykład: Cylinder wkl sły z frezem kształtowym
Przebieg programu
Program funkcjonuje tylko z frezem
kształtowym, długość narz dzia odnosi si do
centrum kuli
Kontur cylindra zostaje utworzony poprzez
zestawienie wielu małychodcinków prostej
(definiowalne poprzez Q13). Im wi cej kroków
obliczeniowych zdefiniowano, tym bardziej
gładki b dzie kontur
Cylinder zostaje frezowany przejściami
wzdłużnymi (tu: równolegle do osi Y)
Kierunek frezowania określa si przy pomocy
k ta startu i k ta końcowego w przestrzeni:
Kierunek obróbki w kierunku ruchu wskazówek
zegara:
K t startu > K t końcowy
Kierunek obróbki w kierunku przeciwnym do
ruchu wskazówek zegara: K t startu < k t
końcowy
Promień narz dzia zostaje automatycznie
skorygowany
%CYLIN G71 *
N10 D00 Q1 P01 +50 *
Środek osi X
N20 D00 Q2 P01 +0 *
Środek osi Y
N30 D00 Q3 P01 +0 *
Środek osi Z
N40 D00 Q4 P01 +90 *
K t startu przestrzeni (płaszczyzna Z/X)
N50 D00 Q5 P01 +270 *
K t końcowy przestrzeni (płaszczyzna Z/X)
N60 D00 Q6 P01 +40 *
Promień cylindra
N70 D00 Q7 P01 +100 *
Długość cylindra
N80 D00 Q8 P01 +0 *
Położenie przy obrocie na płaszczyźnie X/Y
N90 D00 Q10 P01 +5 *
Naddatek promienia cylindra
N100 D00 Q11 P01 +250 *
posuw dosuwu na gł bokość
N110 D00 Q12 P01 +400 *
Posuw frezowania
N120 D00 Q13 P01 +90 *
Liczba przejść
N130 G30 G17 X+0 Y+0 Z 50 *
Definicja cz ści nieobrobionej
N140 G31 G90 X+100 Y+100 Z+0 *
N150 G99 T1 L+0 R+3 *
Definicja narz dzia
N160 T1 G17 S4000 *
Wywołanie narz dzia
N170 G00 G40 G90 Z+250 *
Przemieścić narz dzie poza materiałem
N180 L10,0 *
Wywołać obróbk
X
Y
50
100
100
Z
Y
X
Z
-50
R40