Tangencjalny dosuw i odjazd, 3 dosunicie narzdzia do konturu i odsunicie – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Instrukcja Obsługi
Strona 202
202
6 Programowanie: programowanie konturów
6.3 Dosunicie narzdzia do konturu i odsunicie
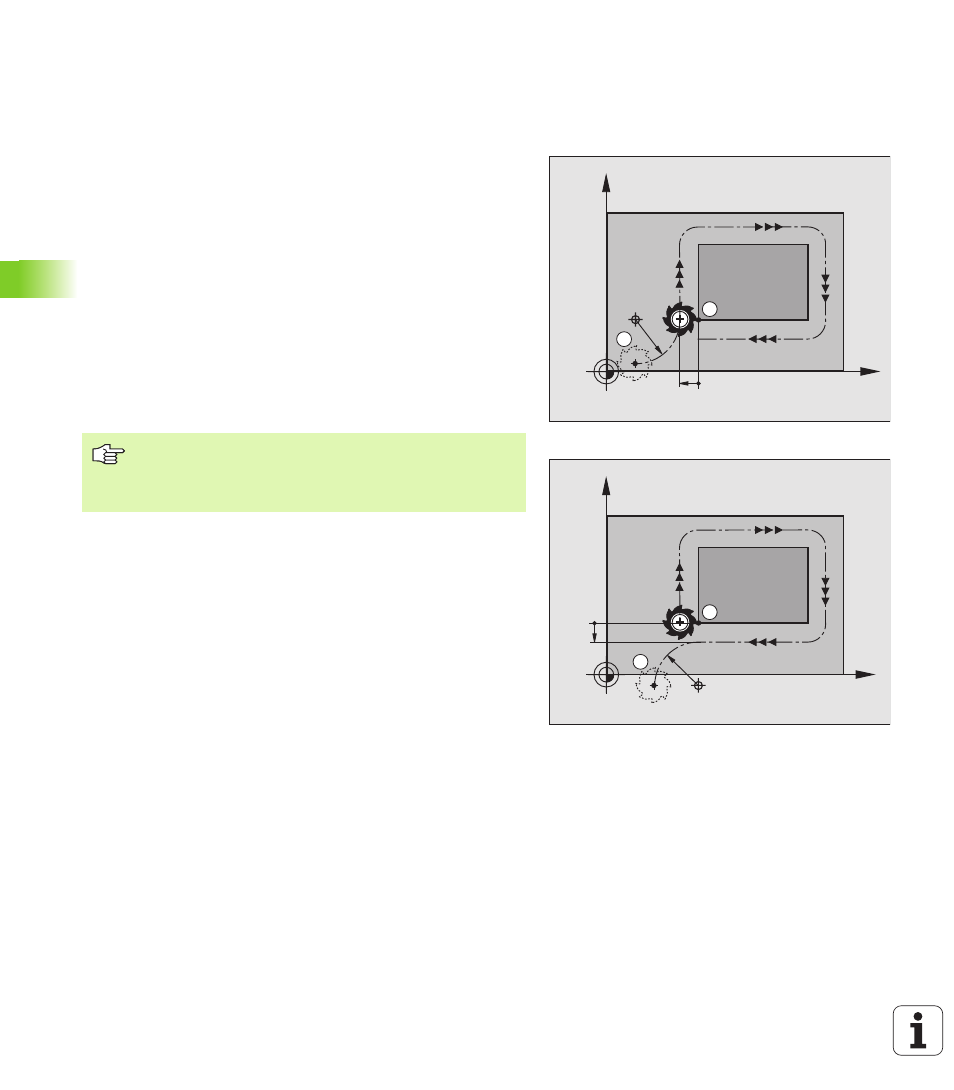
Tangencjalny dosuw i odjazd
Przy pomocy G26 (rysunek po prawej na środku) można
tangencjalnie najechać obrabiany przedmiot i przy pomocy G27
(rysunek po prawej u dołu) odsun ć si tangencjalnie od
obrabianego przedmiotu W ten sposób unika si zaznaczeń wyjścia
z materiału.
Punkt startu i punkt końcowy
Punkt startu i punkt końcowy leż w pobliżu pierwszego i ostatniego
punktu konturu, poza obrabianym przedmiotem, należy je
programować bez korekcji promienia.
Dosun ć narz dzie do konturu
8
G26 wprowadzić po tym wierszu, w którym zaprogramowany jest
pierwszy punkt konturu: To jest pierwszy wiersz z korekcj
promienia G41/G42
Odsuni cie narz dzia
8
G27 wprowadzić po tym wierszu, w którym zaprogramowany jest
ostatni punkt konturu: To jest ostatni wiersz z korekcj promienia
G41/G42
Promień dla G26 i G27 należy tak wybrać, iż TNC może
wykonać łuk kołowy pomi dzy punktem startu i
pierwszym punktem konturu jak i ostatnim punktem
konturu i punktem końcowym.
X
Y
A
R
S
G41
G40
X
Y
G41
G40
E
R
B