HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Instrukcja Obsługi
Strona 325
HEIDENHAIN iTNC 530
325
8.3 Cykle dla wier
cenia, gwintowania i fr
ezowania gwintów
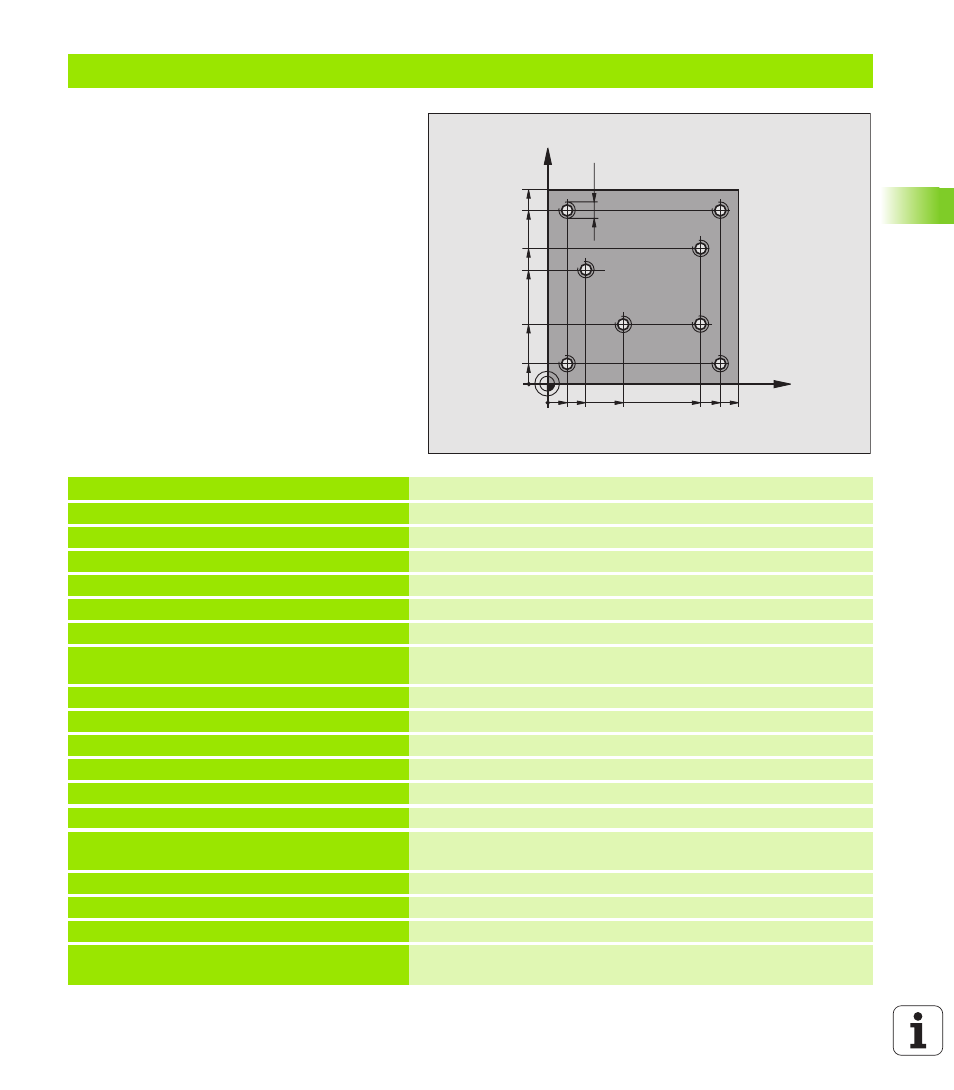
Przykład: Cykle wiercenia w poł czeniu z tabel punktów
Współrz dne wiercenia s zapisane w pami ci w
tabeli punktów TAB1.PNT i zostaj wywołane
przez TNC z G79 PAT.
Promienie narz dzi s tak wybrane, iż wszystkie
kroki robocze można zobaczyć w grafice
testowej.
Przebieg programu
Centrowanie
Wiercenie
Gwintowanie
%1 G71 *
N10 G30 G17 X+0 Y+0 Z 20 *
Definicja cz ści nieobrobionej
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+4 *
Definicja narz dzia nakiełek
N40 G99 T2 L+0 R+2,4 *
Definicja narz dzia wiertło
N50 G99 T3 L+0 R+3 *
Definicja narz dzia gwintownik
N60 T1 G17 S5000 *
Wywołanie narz dzia nakiełek
N70 G01 G40 Z+10 F5000 *
Przemieścić narz dzie na bezpieczn wysokość (F
zaprogramować z wartości ,
TNC pozycjonuje po każdym cyklu na bezpieczn wysokość)
N80 %:PAT: “TAB1“ *
Ustalić tabel punktów
N90 G200 WIERCENIE
Definicja cyklu nakiełkowania
Q200=2
;ODST P BEZPIECZ.
Q201= 2
;GŁ BOKOŚĆ
Q206=150 ;F WEJŚCIE W MATERIAŁ
Q202=2
;GŁ BOKOŚĆ WEJŚCIA W
MATERIAŁ
Q210=0
;PRZER.CZAS. U GÓRY
Q203=+0
;WSP.POWIERZCHNI
Wprowadzić koniecznie 0, działa z tabeli punktów
Q204=0
;2. ODST.BEZP.
Wprowadzić koniecznie 0, działa z tabeli punktów
Q211=0.2 ;PRZERWA CZASOWA U
DOŁU
X
Y
20
10
100
100
10
90
90
80
30
55
40
65
M6