1 wprowadzenie informacji dotycz cych narz dzi, Posuw f, Pr dkość obrotowa wrzeciona s – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Instrukcja Obsługi
Strona 164
164
5 Programowanie: narz dzia
5.1 Wpr
o
wadzenie informacji dotyczcych narzdzi
5.1 Wprowadzenie informacji
dotycz cych narz dzi
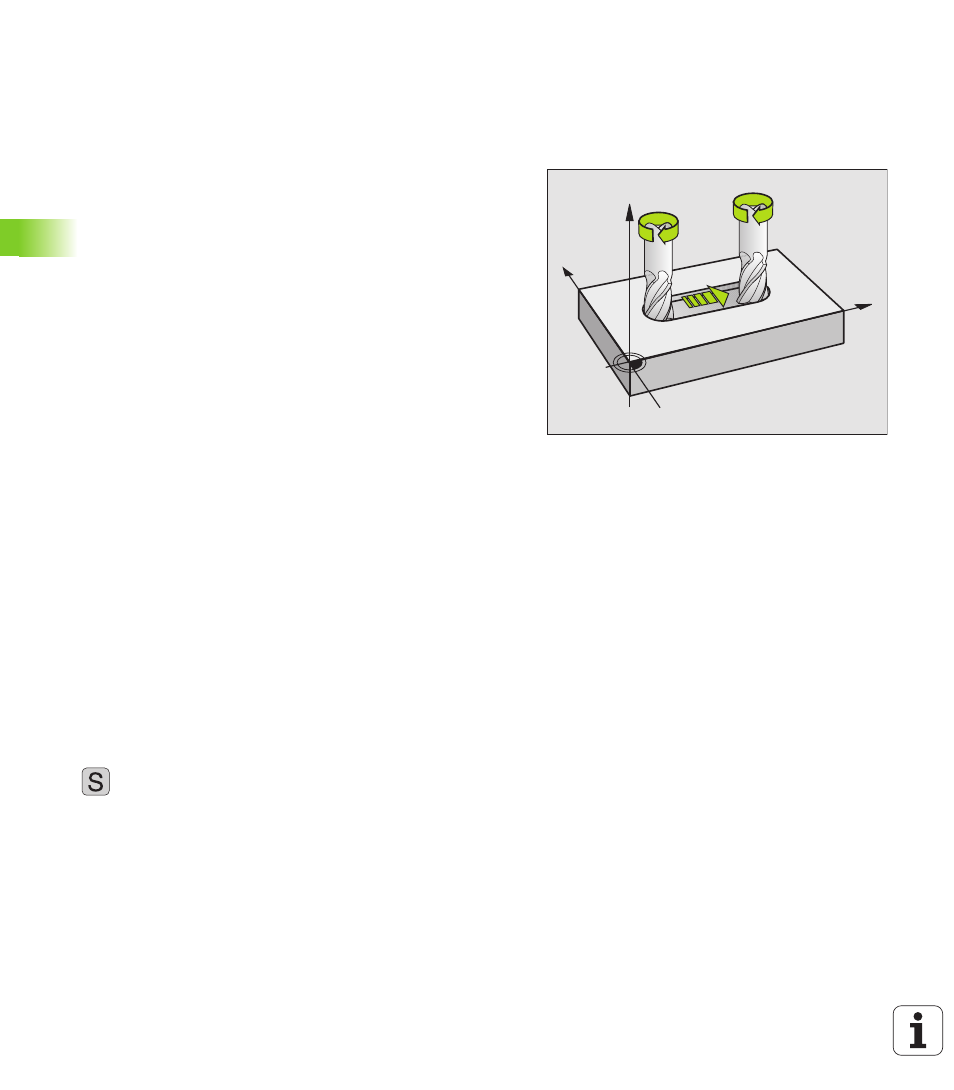
Posuw F
Posuw F to pr dkość w mm/min (cale/min), z któr punkt środkowy
narz dzia porusza si po swoim torze. Maksymalny posuw może być
różnym dla każdej osi maszyny i jest określony poprzez parametry
maszynowe.
wprowadzenia
Posuw można wprowadzić w T bloku (wywołanie narz dzia) i w
każdym bloku pozycjonowania (patrz „Programować ruch narz dzia
dla obróbki” na stronie 197). W programach milimetrowych
zapisujemy posuw z jednostk miary mm/min, w programach
calowych ze wzgl du na rozdzielczość w 1/10 cala/min.
Posuw szybki
Dla biegu szybkiego prosz wprowadzić G00.
Okres działania
Ten, przy pomocy wartości liczbowych programowany posuw
obowi zuje do bloku, w którym zostaje zaprogramowany nowy
posuw. Jeżeli nowy posuw to G00 (bieg szybki), to po nast pnym
wierszu z G01 obowi zuje ponownie posuw ostatnio
zaprogramowany wartościami liczbowymi.
Zmiana w czasie przebiegu programu
W czasie przebiegu programu zmienia si posuw przy pomocy gałki
obrotowej Override F (Override funkcja przyśpieszenia lub
spowolnienia posuwu wypełniana manualnie) dla posuwu.
Pr dkość obrotowa wrzeciona S
Pr dkość obrotow wrzeciona S prosz wprowadzić w obrotach na
minut (Obr/min) w dowolnym bloku (np. przy wywołaniu narz dzia).
Programowana zmiana
W progrramie obróbki można zmienić pr dkość obrotow wrzeciona
przy pomocy S wiersza.
8
Programowanie pr dkości obrotowej wrzeciona:
Nacisn ć klawisz S na klawiaturze alfanumerycznej
8
Wprowadzenie nowej pr dkości obrotowej
wrzeciona
Zmiana w czasie przebiegu programu
W czasie przebiegu programu prosz zmienić pr dkość obrotow
wrzeciona przy pomocy gałki obrotowej Override S dla pr dkości
obrotowej wrzeciona.
X
Y
Z
S
S
F