4 ruchy po torze– współrzdne pr ost o ktne, Przykład: koło pełne kartezjańskie – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Instrukcja Obsługi
Strona 217
HEIDENHAIN TNC iTNC 530
217
6.4 Ruchy po torze– współrzdne pr
ost
o
ktne
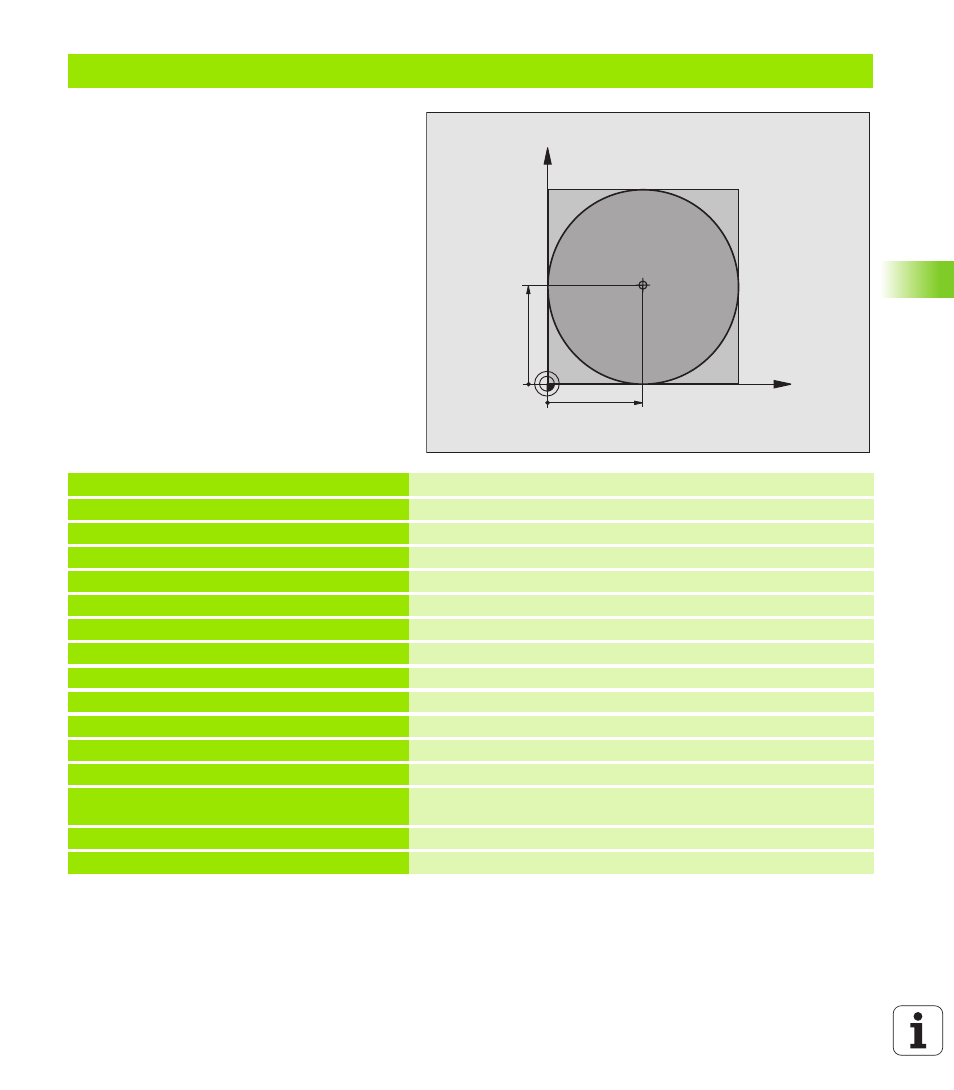
Przykład: Koło pełne kartezjańskie
%C CC G71 *
N10 G30 G17 X+0 Y+0 Z 20 *
Definicja cz ści nieobrobionej
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+12,5 *
Definicja narz dzia
N40 T1 G17 S3150 *
Wywołanie narz dzia
N50 G00 G40 G90 Z+250 *
Przemieścić narz dzie poza materiałem
N60 I+50 J+50 *
Definiować punkt środkowy okr gu
N70 X 40 Y+50 *
Pozycjonować wst pnie narz dzie
N80 G01 Z 5 F1000 M3 *
Przemieścić narz dzie na gł bokość obróbki
N90 G41 X+0 Y+50 F300 *
Najazd punktu pocz tkowego koła, korekcja promienia G41
N100 G26 R5 F150 *
Tangencjalny najazd
N110 G02 X+0 *
Punkt końcowy okr gu (=punkt pocz tkowy okr gu) najechać
N120 G27 R5 F500 *
Tangencjalny odjazd
N130 G01 G40 X 40 Y 50 F1000 *
Przemieszczenie swobodne na płaszczyźnie obróbki, anulować
korekcj promienia
N140 G00 Z+250 M2 *
Przemieścić narz dziew osi narz dzi, koniec programu
N99999999 %C CC G71 *
X
Y
50
50
CC