Patrz „nakiełkowanie (cykl 240)” na stronie 278), Nakiełkowanie (cykl 240) – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Instrukcja Obsługi
Strona 278
278
8 Programowanie: cykle
8.3 Cykle dla wier
cenia, gwintowania i fr
ezowania gwintów
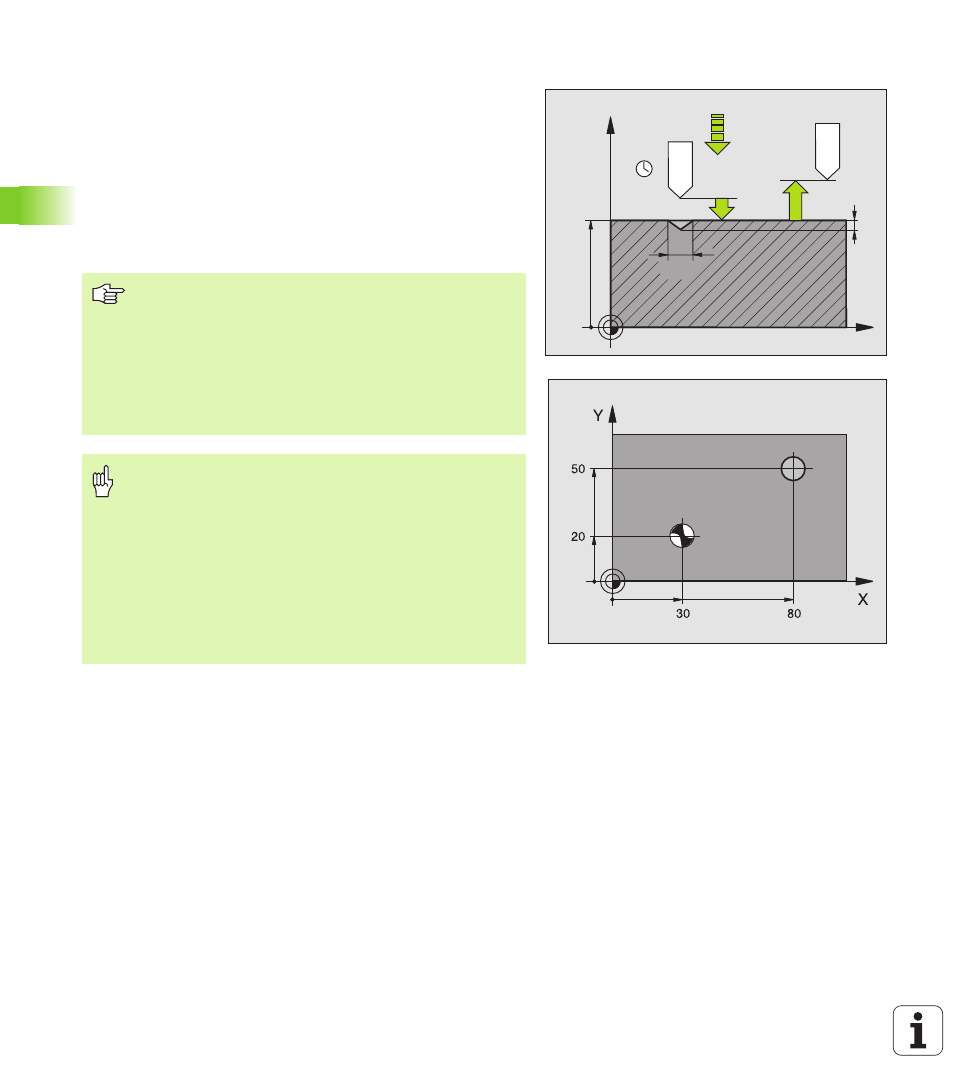
NAKIEŁKOWANIE (cykl 240)
1
TNC pozycjonuje narz dzie w osi wrzeciona na biegu szybkim
FMAX na Bezpieczn wysokość nad powierzchni obrabianego
przedmiotu
2
Narz dzie dokonuje nakiełkowania z zaprogramowanym
posuwem F aż do zapisanej średnicy nakiełkowania lub na
wprowadzon gł bokość nakiełkowania
3
Jeżeli zdefiniowano, narz dzie przebywa pewien czas na dnie
nakiełkowania
4
Nast pnie narz dzie przemieszcza si z FMAX na bezpieczn
wysokość lub – jeśli wprowadzono – na 2. bezpieczn wysokość
X
Z
Q200
Q201
Q206
Q210
Q203
Q204
Q344
Prosz uwzgl dnić przed programowaniem
Zaprogramować blok pozycjonowania w punkcie startu
(środek odwiertu) płaszczyzny obróbki z korekcj
promienia G40.
Znak liczby parametru cyklu Q344 (średnica, lub Q201
(gł bokość) określa kierunek pracy. Jeśli
zaprogramujemy średnic lub gł bokość = 0, to TNC nie
wykonuje tego cyklu.
Przy pomocy parametru maszynowego 7441 bit 2
nastawiamy, czy TNC ma wydawać komunikat o bł dach
przy wprowadzaniu dodatniej gł bokości (bit 2=1) czy też
nie (bit 2 = 0).
Uwaga niebezpieczeństwo kolizji!
Prosz zwrócić uwag , iż TNC przy dodatniej
wprowadzonej średnicy lub dodatniej gł bokości
odwraca obliczenie pozycji poprzedniej. Narz dzie
przemieszcza si na osi narz dzia na biegu szybkim na
odst p bezpieczeństwa poniżej powierzchni
obrabianego przedmiotu!