Ts kalibrowanie długosci (cykl 461, din/iso: g461) – HEIDENHAIN TNC 320 (77185x-01) Cycle programming Instrukcja Obsługi
Strona 431
TS KALIBROWANIE DŁUGOSCI
(cykl 461, DIN/ISO: G461)
17.7
17
TNC 320 | Podręcznik obsługi dlaużytkownika programowanie cykli | 4/2014
431
17.7
TS KALIBROWANIE DŁUGOSCI
(cykl 461, DIN/ISO: G461)
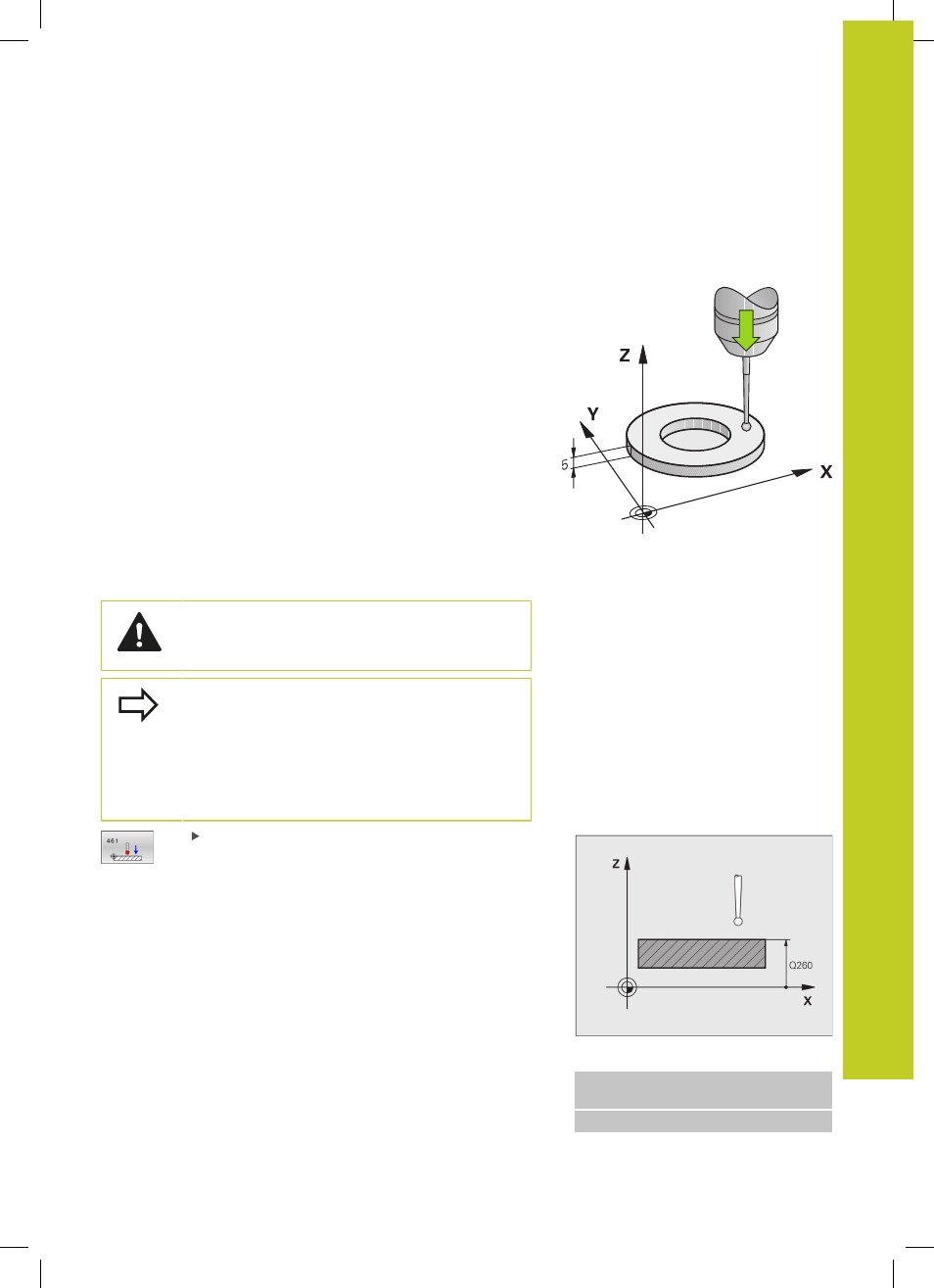
Przebieg cyklu
Zanim rozpoczniemy cykl kalibrowania, należy tak wyznaczyć
punkt odniesienia w osi wrzeciona, iż na stole maszynowym Z=0
oraz układ pomiarowy wypozycjoować wstępnie nad pierścieniem
kalibrującym.
1 TNC orientuje układ pomiarowy pod kątem CAL_ANG z tabeli
układów pomiarowych (tylko jeśli układ jest orientowalny)
2 TNC dokonuje próbkowania z aktualnej pozycji w ujemnym
kierunku osi wrzeciona z posuwem próbkowania (kolumna F z
tabeli układów pomiarowych)
3 Następnie TNC pozycjonuje układ impulsowy z posuwem
szybkim (kolumna FMAX z tabeli układów pomiarowych) z
powrotem na pozycję startu
Proszę uwzględnić przy programowaniu!
Firma HEIDENHAIN przejmuje tylko gwarancję dla
funkcji cykli próbkowania, jeśli zostały zastosowane
układy pomiarowe firmy HEIDENHAIN.
Użyteczna długość sondy pomiarowej odnosi
się zawsze do punktu odniesienia narzędzia. Z
reguły producent maszyn wyznacza punkt bazowy
narzędzia na nosku wrzeciona.
Przed definicją cyklu operator musi zaprogramować
wywołanie narzędzia dla definicji osi sondy
pomiarowej.
Punkt odniesienia
Q434 (absolutnie): baza dla
długości (np. wysokość pierścienia nastawczego).
Zakres wprowadzenia -99999,9999 do 99999,9999
NC-wiersze
5 TCH PROBE 461 TS DŁUGOSC
KALIBROWAC
Q434=+5
;PUNKT ODNIESIENIA