Parametry cyklu – HEIDENHAIN TNC 320 (77185x-01) Cycle programming Instrukcja Obsługi
Strona 117
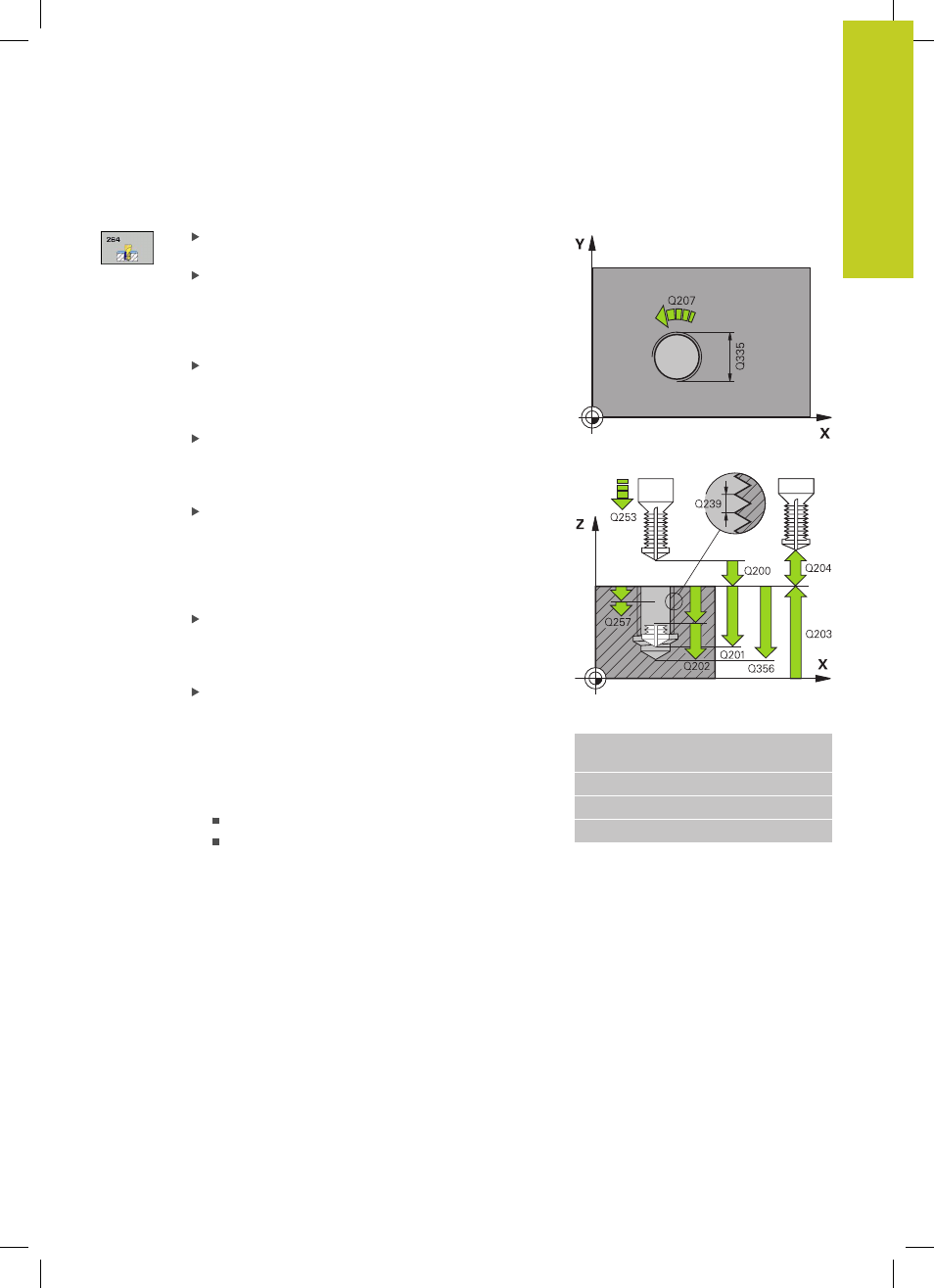
FREZOWANIE ODWIERTOW Z GWINTEM (cykl 264, DIN/ISO: G264)
4.8
4
TNC 320 | Podręcznik obsługi dlaużytkownika programowanie cykli | 4/2014
117
Parametry cyklu
Zadana średnica
Q335: nominalna średnica gwintu.
Zakres wprowadzenia 0 do 99999,9999
Skok gwintu
Q239: skok gwintu. Znak liczby określa
gwint prawoskrętny lub lewoskrętny:
+
= gwint prawoskrętny
–
= gwint lewoskrętny Zakres wprowadzenia
-99,9999 do 99,9999
Głębokość gwintu
Q201 (przyrostowo): odstęp
pomiędzy powierzchnią obrabianego przedmiotu i
dnem gwintu. Zakres wprowadzenia -99999,9999 do
99999,9999
Głębokość wiercenia
Q356: (przyrostowo): odstęp
pomiędzy powierzchnią obrabianego przedmiotu i
dnem odwiertu. Zakres wprowadzenia -99999,9999
do 99999,9999
Posuw pozycjonowania wstępnego
Q253:
prędkość przemieszczenia narzędzia przy
zagłębianiu w materiał obrabianego przedmiotu
lub przy wysuwaniu narzędzia z materiału w mm/
min. Zakres wprowadzenia 0 do 99999,9999
alternatywnie FMAX, FAUTO
Rodzaj frezowania
Q351: rodzaj obróbki
frezowaniem dla M3
+1
= frezowanie współbieżnie
–1
= frezowanie przeciwbieżnie
Głębokość wcięcia
Q202 (przyrostowo): wymiar,
o jaki narzędzie każdorazowo wchodzi w materiał .
Głębokość nie musi być wielokrotnością głębokości
wcięcia w materiał. Zakres wprowadzenia 0 do
99999,9999
TNC dojeżdża jednym chodem roboczym na głębokość
jeżeli:
głębokość wcięcia i głębokość są sobie równe
głębokość wcięcia jest większa niż głębokość
NC-wiersze
25 CYKL DEF 264 FREZOWANIE WIERC.
GWINTÓW
Q335=10
;ZADANA ŚREDNICA
Q239=+1.5
;SKOK GWINTU
Q201=-16
;GŁĘBOKOŚĆ GWINTU