2 wierszowanie (cykl 230, din/iso: g230), Przebieg cyklu, Proszę uwzględnić przy programowaniu – HEIDENHAIN TNC 320 (77185x-01) Cycle programming Instrukcja Obsługi
Strona 229: Wierszowanie (cykl 230, din/iso: g230)
WIERSZOWANIE (cykl 230, DIN/ISO: G230) 10.2
10
TNC 320 | Podręcznik obsługi dlaużytkownika programowanie cykli | 4/2014
229
10.2
WIERSZOWANIE (cykl 230, DIN/ISO:
G230)
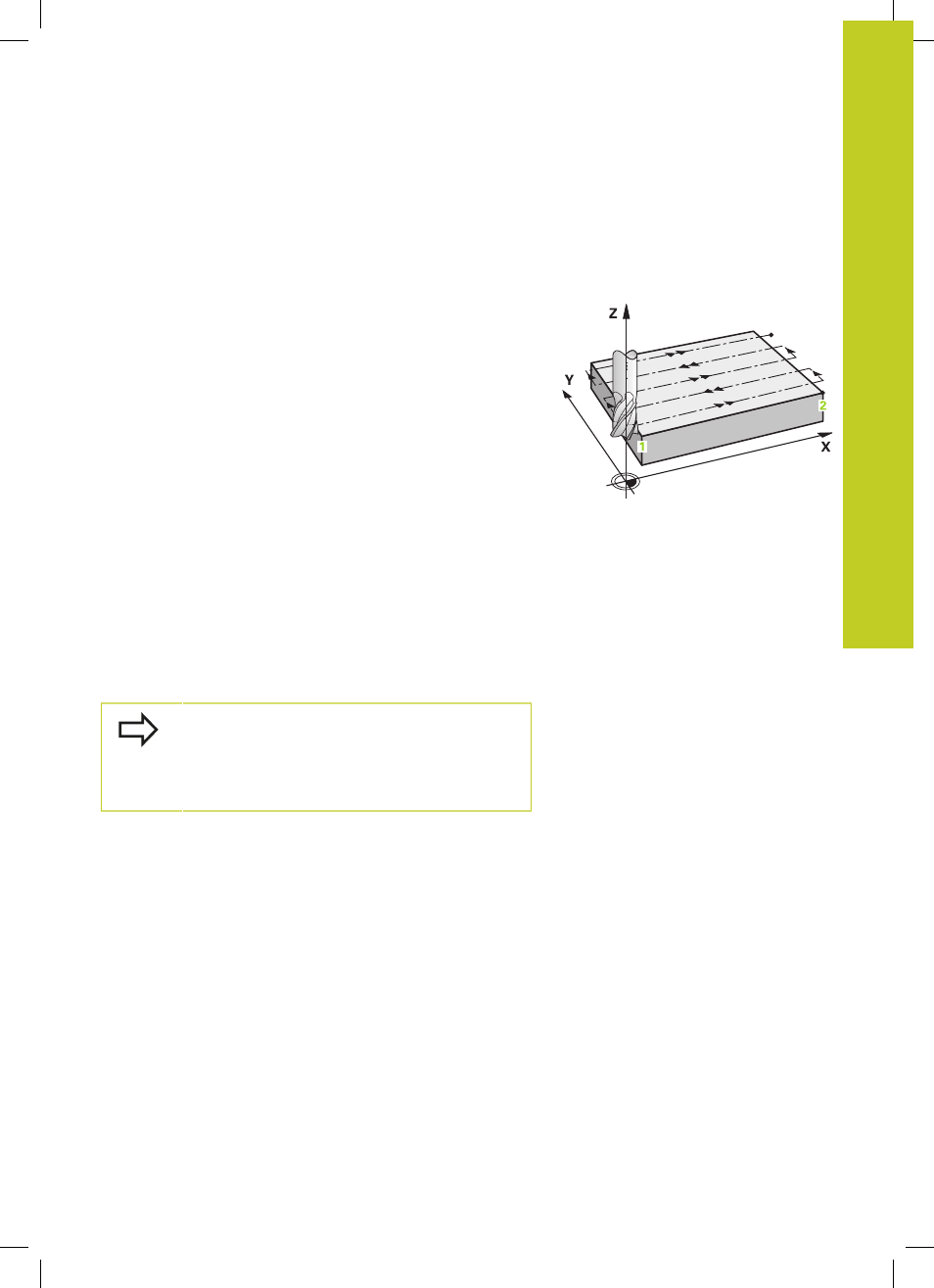
Przebieg cyklu
1 TNC pozycjonuje narzędzie na biegu szybkim FMAX z aktualnej
pozycji na płaszczyźnie obróbki do punktu startu
1
; TNC
przesuwa przy tym narzędzie o wartość promienia narzędzia w
lewo i w górę
2 Następnie narzędzie przejeżdża z FMAX w osi wrzeciona na
bezpieczną wysokość i potem z posuwem wcięcia wgłębnego
na zaprogramowaną pozycję startu w osi wrzeciona
3 Następnie narzędzie przemieszcza się z zaprogramowanym
posuwem frezowania do punktu końcowego
2
; punkt
końcowy TNC oblicza z zaprogramowanego punktu startu,
zaprogramowanej długości oraz z promienia narzędzia
4 TNC przesuwa narzędzie z posuwem frezowania poprzecznie
do punktu startu następnego wiersza; TNC oblicza przesunięcie
z zaprogramowanej szerokości i liczby cięć (przejść)
5 Potem narzędzie powraca w kierunku ujemnym 1-szej osi
6 Frezowanie wierszowaniem powtarza się, aż wprowadzona
powierzchnia zostanie całkowicie obrobiona
7 Na koniec TNC przemieszcza narzędzie z FMAX z powrotem na
bezpieczną wysokość
Proszę uwzględnić przy programowaniu!
TNC pozycjonuje narzędzie z aktualnej pozycji
najpierw na płaszczyźnie obróbki i następnie w osi
wrzeciona do punktu startu.
Tak wypozycjonować narzędzie, aby nie mogło dojść
do kolizji z przedmiotem lub mocowadłami.