Parametry cyklu – HEIDENHAIN TNC 320 (77185x-01) Cycle programming Instrukcja Obsługi
Strona 265
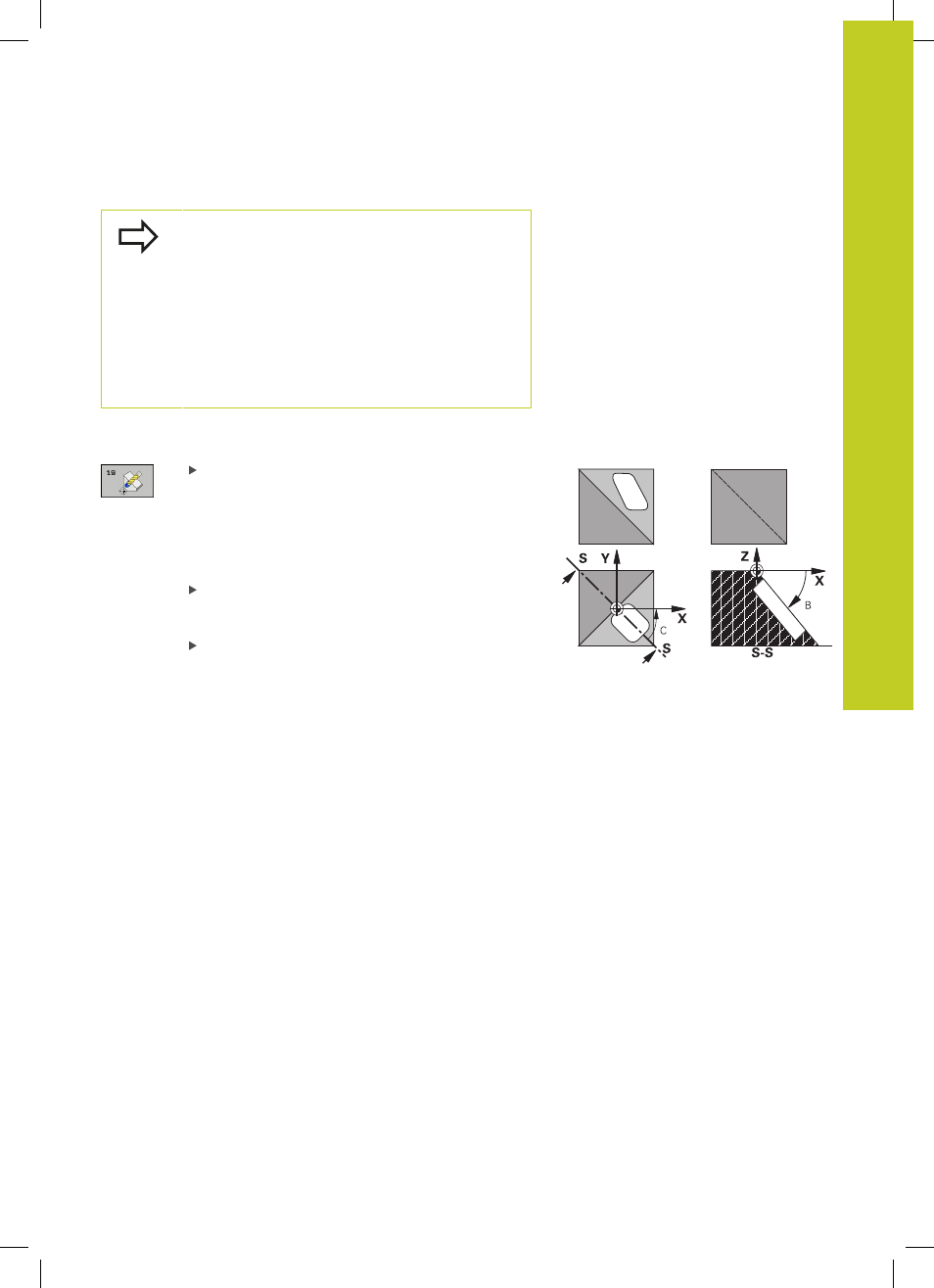
PŁASZCZYZNA OBROBKI (cykl 19, DIN/ISO: G80, opcja software 1) 11.9
11
TNC 320 | Podręcznik obsługi dlaużytkownika programowanie cykli | 4/2014
265
Ponieważ nie zaprogramowane wartości osi obrotu
zostają interpretowane zasadniczo zawsze jako
niezmienione wartości, należy zdefiniować zawsze
wszystkie trzy kąty przestrzenne, nawet jeśli jeden z
nich lub kilka są równe 0.
Pochylenie płaszczyzny obróbki następuje zawsze
wokół aktywnego punktu zerowego.
Jeżeli używamy cyklu 19 przy aktywnym M120, to
TNC anuluje korekcję promienia i tym samym także
automatycznie funkcję M120.
Parametry cyklu
Oś i kąt obrotu ?
: wprowadzić oś obrotu z
przynależnym do niej kątem obrotu; osie obrotu
A, B i C zaprogramować przez softkeys. Zakres
wprowadzenia -360,000 do 360,000
Jeśli TNC pozycjonuje osie obrotu automatycznie, to można
wprowadzić jeszcze następujące parametry
Posuw? F=
: prędkość przemieszczenia osi obrotu
przy pozycjonowaniu automatycznym. Zakres
wprowadzenia 0 do 99999.999
Bezpieczny odstęp?
(przyrostowo): TNC tak
pozycjonuje głowicę obrotową, że pozycja,
która rezultuje z przedłużenia narzędzia o
bezpieczny odstęp, nie zmienia się względem
obrabianego przedmiotu. Zakres wprowadzenia 0
do 99999.9999