2 punkt zerowy-przesunięcie (cykl 7, din/iso: g54), Działanie, Parametry cyklu – HEIDENHAIN TNC 320 (77185x-01) Cycle programming Instrukcja Obsługi
Strona 251: Punkt zerowy-przesunięcie (cykl 7, din/iso: g54)
PUNKT ZEROWY-przesunięcie (cykl 7, DIN/ISO: G54) 11.2
11
TNC 320 | Podręcznik obsługi dlaużytkownika programowanie cykli | 4/2014
251
11.2
PUNKT ZEROWY-przesunięcie (cykl 7,
DIN/ISO: G54)
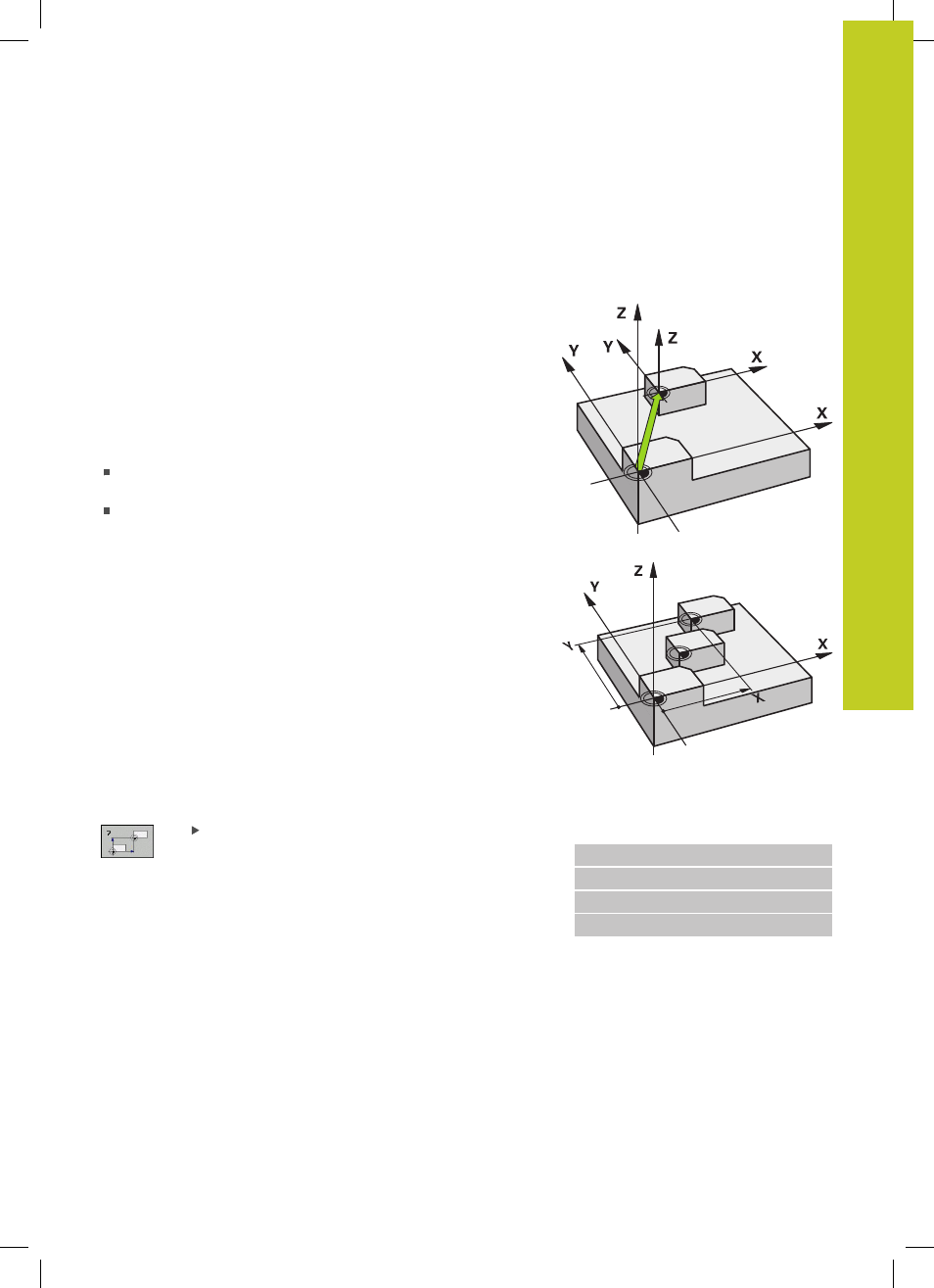
Działanie
Przy pomocy PRZESUNIĘCIA PUNKTU ZEROWEGO można
powtarzać przejścia obróbkowe w dowolnych miejscach
przedmiotu.
Po zdefiniowaniu cyklu PRZESUNIĘCIE PUNKTU ZEROWEGO
wszystkie wprowadzane dane o współrzędnych odnoszą się
do nowego punktu zerowego. Przesunięcie w każdej osi TNC
wyświetla w dodatkowym wskazaniu stanu obróbki. Wprowadzenie
osi obrotu jest tu także dozwolone.
Zresetować
Przesunięcie do współrzędnych X=0; Y=0 itd. programować
poprzez ponowne definiowanie cyklu
Z tabeli punktów zerowych wywołać przesunięcie do
współrzędnych X=0; Y=0 etc
Parametry cyklu
Przesunięcie
: wprowadzić współrzędne nowego
punktu zerowego; wartości bezwzględne odnoszą
sią do punktu zerowego obrabianego przedmiotu,
który jest określony poprzez wyznaczenie punktu
odniesienia; wartości przyrostowe odnoszą się
zawsze do ostatniego obowiązującego punktu
zerowego – a ten może być już przesuniętym.
Zakres wprowadzenia do 6 osi NC włącznie, dla
każdej od -99999,9999 do 99999,9999
NC-wiersze
13 CYCL DEF 7.0 PUNKT ZEROWY
14 CYCL DEF 7.1 X+60
15 CYCL DEF 7.2 Y+40
16 CYCL DEF 7.3 Z-5