Parametry cyklu – HEIDENHAIN TNC 320 (77185x-01) Cycle programming Instrukcja Obsługi
Strona 233
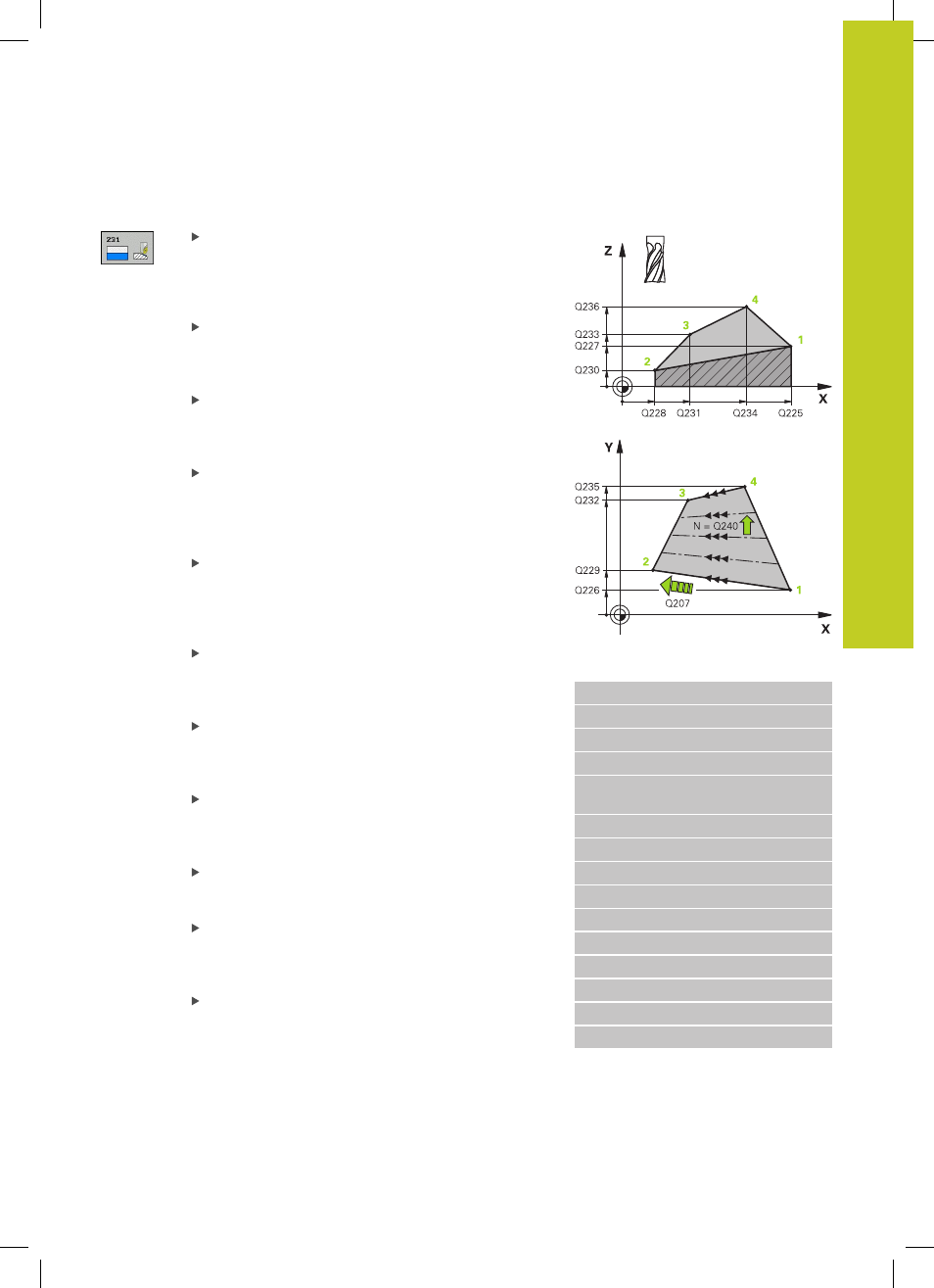
POW.REGULOWANA (cykl 231; DIN/ISO: G231) 10.3
10
TNC 320 | Podręcznik obsługi dlaużytkownika programowanie cykli | 4/2014
233
Parametry cyklu
Punkt startu 1-szej osi
Q225 (absolutnie):
współrzędna punktu startu obrabianej
wierszowaniem powierzchni w osi głównej
płaszczyzny obróbki. Zakres wprowadzenia
-99999.9999 do 99999.9999
Punkt startu 2. osi
Q226 (absolutnie): współrzędna
punktu startu obrabianej wierszowaniem
powierzchni w osi pomocniczej płaszczyzny obróbki.
Zakres wprowadzenia -99999.9999 do 99999.9999
Punkt startu 3-ciej osi
Q227 (absolutnie):
współrzędna punktu startu powierzchni obrabianej
wierszowaniem w osi wrzeciona. Zakres
wprowadzenia -99999.9999 do 99999.9999
2-gi punkt 1-szej osi
Q228 (absolutnie):
współrzędna punktu startu obrabianej
wierszowaniem powierzchni w osi głównej
płaszczyzny obróbki. Zakres wprowadzenia
-99999.9999 do 99999.9999
2-gi punkt 2-giej osi
Q229 (bezwzględny):
współrzędna punktu końcowego obrabianej
wierszowaniem powierzchni w osi pomocniczej
płaszczyzny obróbki. Zakres wprowadzenia
-99999.9999 do 99999.9999
2-gi punkt 3-ciej osi
Q230 (absolutnie):
współrzędna punktu końcowego obrabianej
wierszowaniem powierzchni w osi wrzeciona.
Zakres wprowadzenia -99999.9999 do 99999.9999
3-ci punkt 1-szej osi
Q231 (bezwzględny):
współrzędna punktu
3
w osi głównej płaszczyzny
obróbki. Zakres wprowadzenia -99999.9999 do
99999.9999
3-ty punkt 2-giej osi
Q232 (absolutnie):
współrzędna punktu
3
w osi pomocniczej
płaszczyzny obróbki. Zakres wprowadzenia
-99999.9999 do 99999.9999
3. punkt 3. osi
Q233 (absolutnie): współrzędna
punktu
3
w osi wrzeciona. Zakres wprowadzenia
-99999.9999 do 99999.9999
4-ci punkt 1-szej osi
Q234 (bezwzględny):
współrzędna punktu
4
w osi głównej płaszczyzny
obróbki. Zakres wprowadzenia -99999.9999 do
99999.9999
4-ty punkt 2-giej osi
Q235 (absolutnie):
współrzędna punktu
4
w osi pomocniczej
płaszczyzny obróbki. Zakres wprowadzenia
-99999.9999 do 99999.9999
NC-wiersze
72 CYCL DEF 231 POWIERZ.REGULACJI
Q225=+0
;PUNKT STARTU 1. OSI
Q226=+5
;PUNKT STARTU 2. OSI
Q227=-2
;PUNKT STARTU 3. OSI
Q225=+100
;2. PUNKT STARTU 1.
OSI
Q229=+15
;2. PUNKT 2. OSI
Q230=+5
;2. PUNKT 3. OSI
Q231=+15
;3. PUNKT 1. OSI
Q232=+125
;3. PUNKT 2. OSI
Q233=+25
;3. PUNKT 3. OSI
Q234=+15
;4. PUNKT 1. OSI
Q235=+125
;4. PUNKT 2. OSI
Q236=+25
;4. PUNKT 3. OSI
Q240=40
;LICZBA PRZEJŚĆ
Q207=500
;POSUW FREZOWANIA