Działanie, Proszę uwzględnić przy programowaniu – HEIDENHAIN TNC 320 (77185x-01) Cycle programming Instrukcja Obsługi
Strona 264
Cykle: przekształcenia współrzędnych
11.9 PŁASZCZYZNA OBROBKI (cykl 19, DIN/ISO: G80, opcja software 1)
11
264
TNC 320 | Podręcznik obsługi dlaużytkownika programowanie cykli | 4/2014
11.9
PŁASZCZYZNA OBROBKI (cykl 19,
DIN/ISO: G80, opcja software 1)
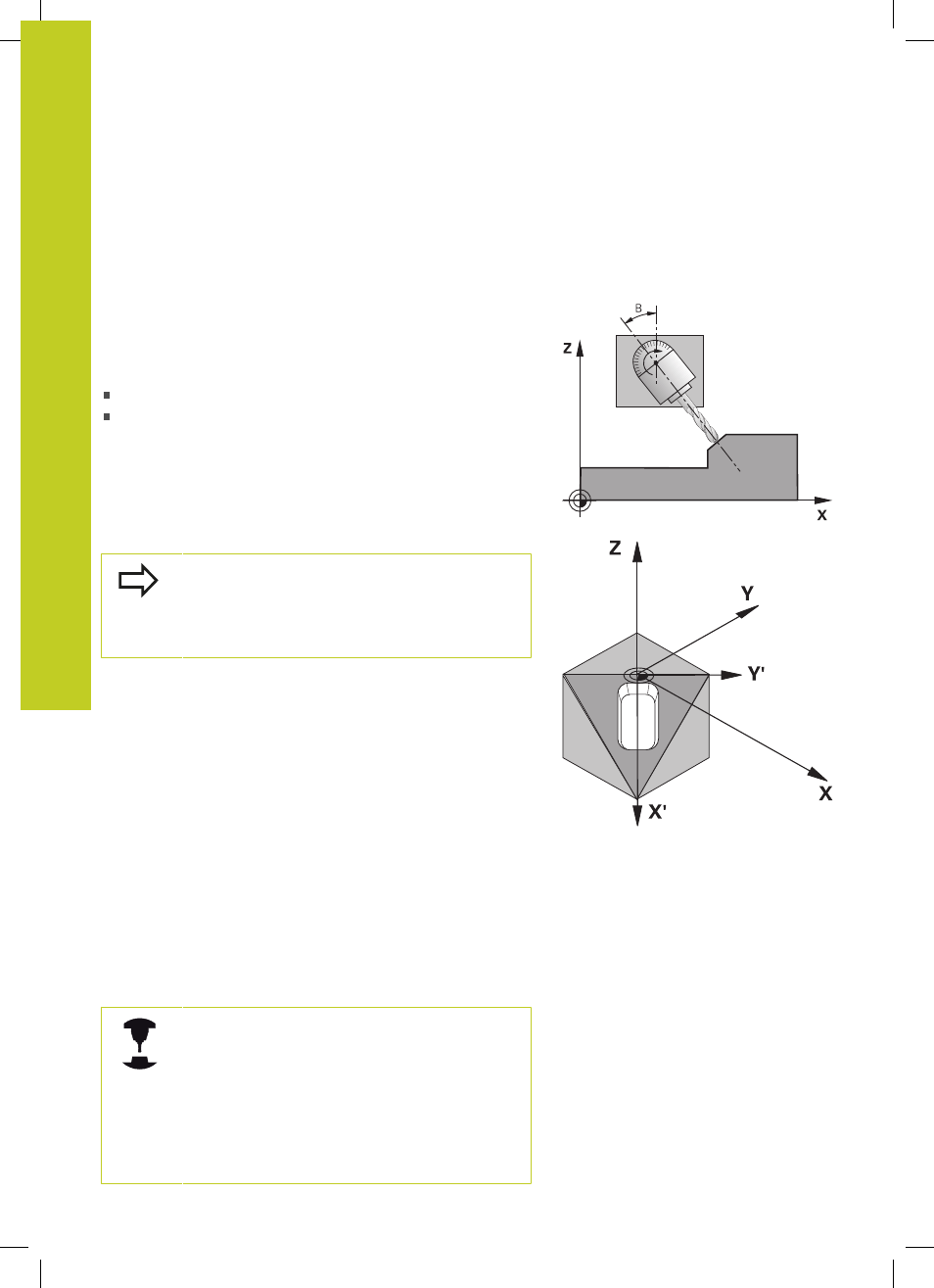
Działanie
W cyklu 19 definiujemy położenie płaszczyzny obróbki – to
znaczy położenie osi narzędzi w odniesieniu do stałego układu
współrzędnych maszyny – poprzez wprowadzenie kątów
nachylenia. Można określić położenie płaszczyzny obróbki dwoma
sposobami:
Bezpośrednio wprowadzić położenie osi wahań
Opisać położenie płaszczyzny obróbki poprzez dokonanie do
trzech obrotów włącznie (kąt przestrzenny) stałego
układu
współrzędnych maszyny. Wprowadzana kąt przestrzenny
otrzymuje się w ten sposób, że wyznacza się przejście (cięcie)
na pochylonej płaszczyźnie obróbki i spogląda od strony
osi, o którą chcemy pochylić. Przy pomocy dwóch kątów
przestrzennych jest jednoznacznie zdefiniowane dowolne
położenie narzędzia w przestrzeni
Proszę zwrócić uwagę, że położenie pochylonego
układu współrzędnych i tym samym ruchy
przemieszczania w pochylonym układzie
współrzędnych od tego zależą, jak opisujemy
pochyloną płaszczyznę.
Jeżeli programujemy położenie płaszczyzny obróbki przez kąt
przestrzenny , to TNC oblicza automatycznie niezbędne dla tego
położenia kąta osi wahań i odkłada je w parametrach Q120 (A-
oś) do Q122 (C-oś). Jeżeli możliwe są dwa rozwiązania, to TNC
wybiera– wychodząc z położenia zerowego osi obrotu – krótszą
drogę.
Kolejność obrotów dla obliczania położenia płaszczyzny jest
określona: najpierw obraca TNC A-oś, potem B-oś i na koniec C-oś.
Cykl 19 działa od jego definicji w programie. Jak tylko zostanie
przemieszczona jedna z osi w pochylonym układzie, działa korekcja
dla tej osi. Jeśli korekcja powinna zostać wyliczona we wszystkich
osiach, to muszą zostać przemieszczone wszystkie osie.
Jeśli nastawiono funkcję Nachylenie przebiegu programu w
trybie pracy Obsługa ręczna na aktywna to zapisana w tym menu
wartość kąta zostaje nadpisana przez cykl 19 PŁASZCZYZNA
OBROBKI.
Proszę uwzględnić przy programowaniu!
Funkcje nachylania płaszczyzny obróbki zostają
dopasowane do TNC i maszyny przez producenta
maszyn. W przypadku określonych głowic
obrotowych (stołów obrotowych), producent maszyn
określa, czy programowane w cyklu kąty zostają
interpretowane przez TNC jako współrzędne osi
obrotowych lub jako komponenty kątowe ukośnej
płaszczyzny.
Należy zapoznać się z instrukcją obsługi maszyny!