6 frezowanie gwintu (cykl 262, din/iso: g262), Przebieg cyklu, Frezowanie gwintu (cykl 262, din/iso: g262) – HEIDENHAIN TNC 320 (77185x-01) Cycle programming Instrukcja Obsługi
Strona 107
FREZOWANIE GWINTU (cykl 262, DIN/ISO: G262)
4.6
4
TNC 320 | Podręcznik obsługi dlaużytkownika programowanie cykli | 4/2014
107
4.6
FREZOWANIE GWINTU (cykl 262,
DIN/ISO: G262)
Przebieg cyklu
1 TNC pozycjonuje narzędzie w osi wrzeciona na biegu szybkim
FMAX
na zapisaną bezpieczną wysokość nad powierzchnią
obrabianego przedmiotu
2 Narzędzie przemieszcza się z zaprogramowanym posuwem
pozycjonowania wstępnego na płaszczyznę startu, która wynika
ze znaku liczby skoku gwintu, rodzaju frezowania i liczby
powtórzeń do wykonania
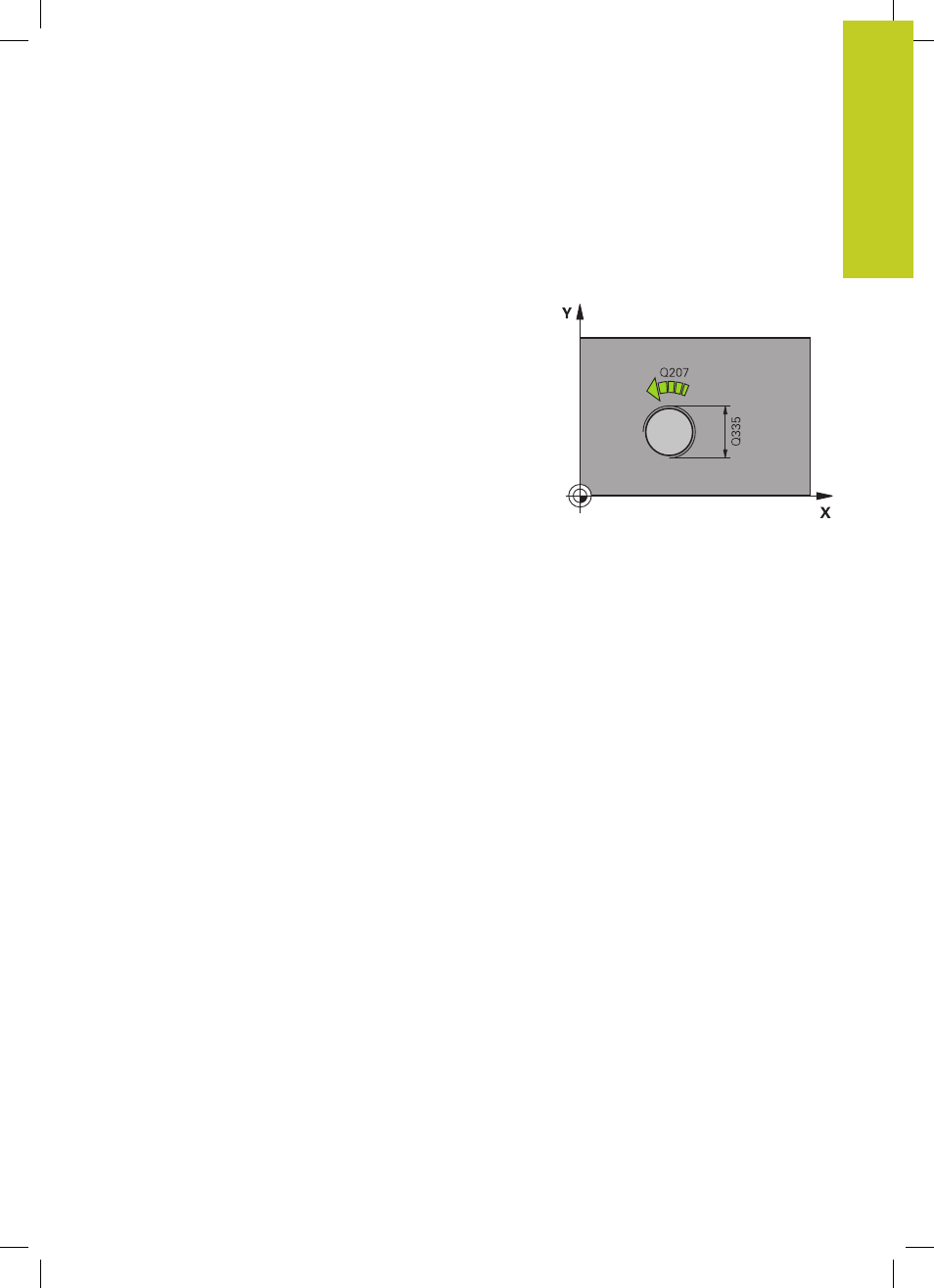
3 Następnie narzędzie przemieszcza się stycznie ruchem Helix do
nominalnej średnicy gwintu. Przy tym zostaje przeprowadzone
jeszcze przed przemieszczeniem dosuwu po linii śrubowej
(helix) przemieszczenie wyrównawcze w osi narzędzia, aby
rozpocząć z torem gwintu na zaprogramowanym poziomie startu
4 W zależności od parametru Dodatk.obróbka, narzędzie frezuje
gwint jednym, kilkoma ruchami z przestawieniami lub ruchem
ciągłym po linii śrubowej
5 Następnie narzędzie odjeżdża tangencjalnie od konturu do
punktu startu na płaszczyźnie obróbki
6 Przy końcu cyklu TNC przemieszcza narzędzia na biegu
szybkim na Bezpieczną wysokość lub – jeśli wprowadzono – na
2-gą Bezpieczna wysokość