Parametry cyklu – HEIDENHAIN TNC 320 (77185x-01) Cycle programming Instrukcja Obsługi
Strona 238
Cykle obróbkowe: frezowanie metodą wierszowania
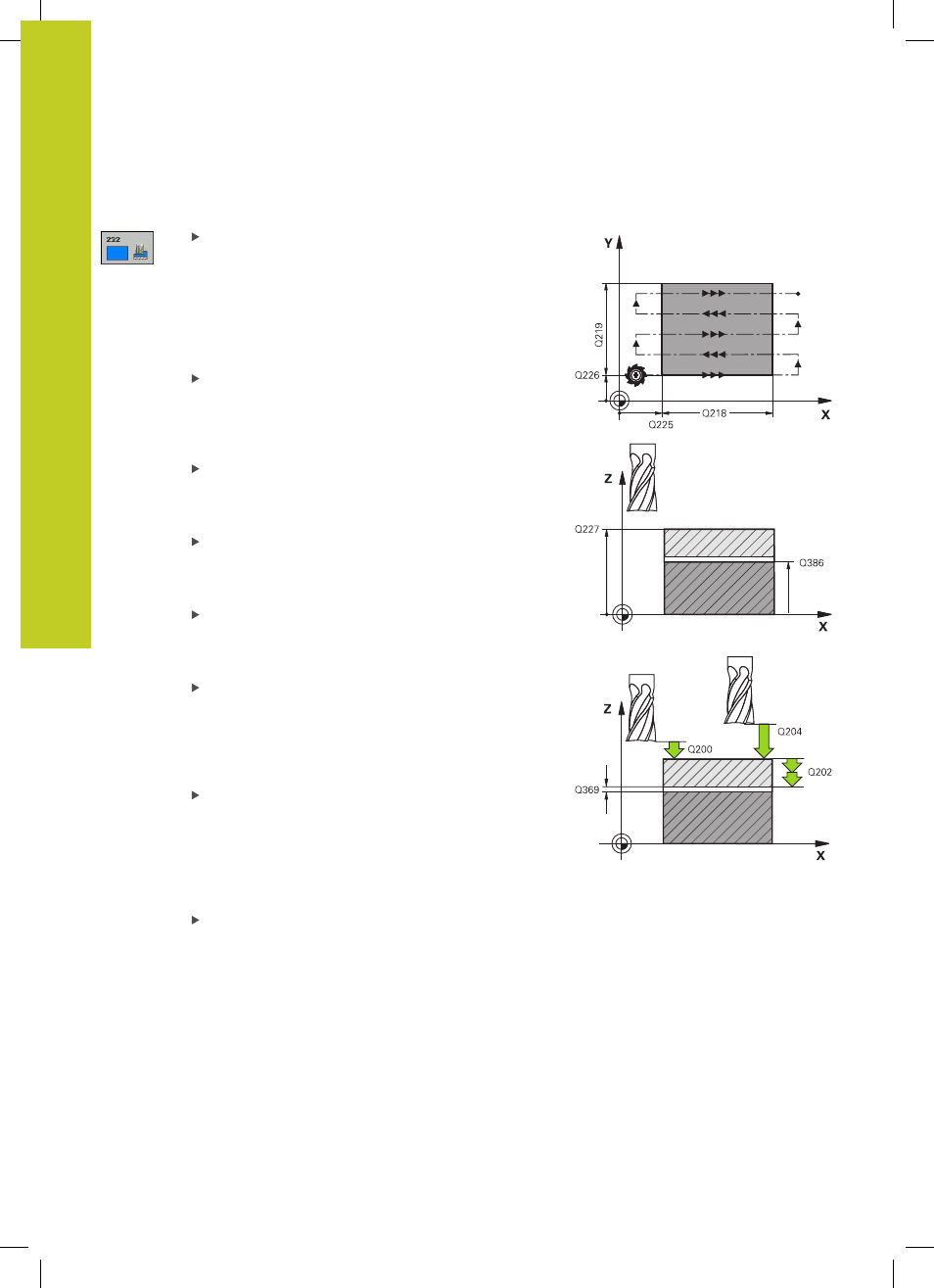
10.4 FREZOWANIE PLANOWE (cykl 232, DIN/ISO: G232)
10
238
TNC 320 | Podręcznik obsługi dlaużytkownika programowanie cykli | 4/2014
Parametry cyklu
Strategia obróbki (0/1/2)
Q389: określić, jak TNC
ma obrabiać powierzchnię:
0
: obrabiać meandrowo, boczne wcięcie z posuwem
pozycjonowania poza obrabianą powierzchnią
1
: obrabiać meandrowo, boczne wcięcie z posuwem
frezowania w obrębie obrabianej powierzchni
2
: obrabiać wierszami, powrót oraz boczne wcięcie z
posuwem pozycjonowania
Punkt startu 1-szej osi
Q225 (absolutnie):
współrzędna punktu startu obrabianej
wierszowaniem powierzchni w osi głównej
płaszczyzny obróbki. Zakres wprowadzenia
-99999.9999 do 99999.9999
Punkt startu 2. osi
Q226 (absolutnie): współrzędna
punktu startu obrabianej wierszowaniem
powierzchni w osi pomocniczej płaszczyzny obróbki.
Zakres wprowadzenia -99999.9999 do 99999.9999
Punkt startu 3-ej osi
Q227 (absolutnie):
współrzędna powierzchni przedmiotu, od której
należy obliczyć wcięcia w materiał. Zakres
wprowadzenia -99999.9999 do 99999.9999
Punkt końcowy 3-ej osi
Q386 (absolutnie):
współrzędna w osi wrzeciona, na którą należy
planować powierzchnię. Zakres wprowadzenia
-99999.9999 do 99999.9999
1-sza długość krawędzi bocznej
Q218
(przyrostowo): długość obrabianej powierzchni w osi
głównej płaszczyzny obróbki. Poprzez znak liczby
można określić kierunek pierwszego toru frezowania
w odniesieniu do punktu startu 1. osi . Zakres
wprowadzenia -99999.9999 do 99999.9999
2-sza długość krawędzi bocznej
Q219
(przyrostowo): długość obrabianej powierzchni
w osi pomocniczej płaszczyzny obróbki. Poprzez
znak liczby można określić kierunek pierwszego
dosuwu poprzecznego w odniesieniu do punktu
startu 2. osi
. Zakres wprowadzenia -99999.9999
do 99999.9999
Maksymalna głębokość wcięcia
Q202
(przyrostowo): wymiar, o jaki instrument za każdym
razem
maksymalnie
wcina się w materiał. TNC
oblicza rzeczywistą głębokość wejścia w materiał
z różnicy pomiędzy punktem końcowym i punktem
startu w osi narzędzia - przy uwzględnieniu
naddatku na obróbkę wykańczającą – w taki
sposób, iż obróbka zostaje wykonywana z tymi
samymi wartościami głębokości wcięcia. Zakres
wprowadzenia 0 do 99999.9999