Parametry cyklu – HEIDENHAIN TNC 320 (77185x-01) Cycle programming Instrukcja Obsługi
Strona 412
Cykle układu pomiarowego: automatyczne kontrolowanie przedmiotu
16.12 POMIAR OKREGU Z ODWIERTAMI (cykl 430, DIN/ISO: G430)
16
412
TNC 320 | Podręcznik obsługi dlaużytkownika programowanie cykli | 4/2014
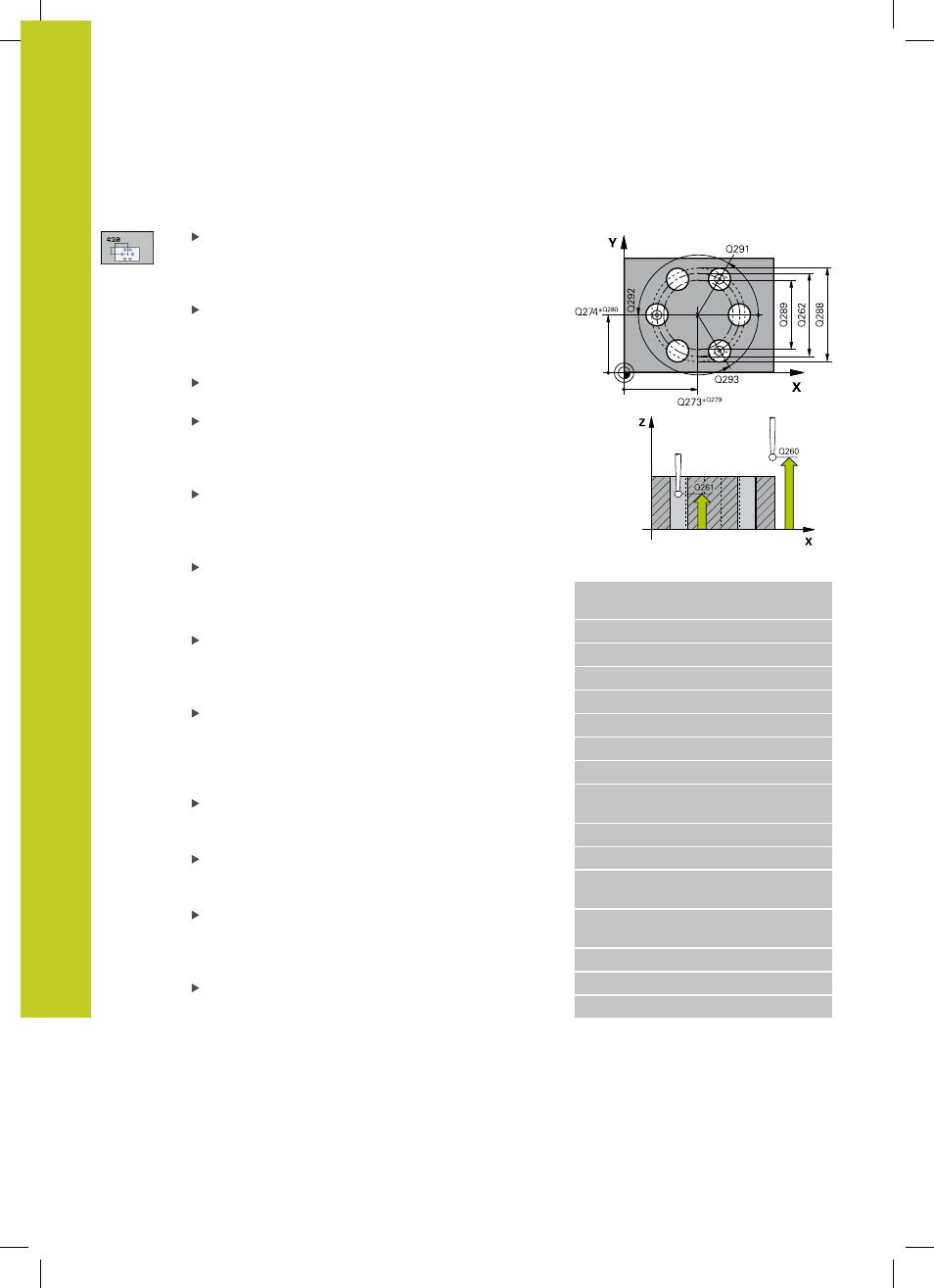
Parametry cyklu
Środek 1-szej osi
Q273 (absolutny): środek
okręgu odwiertów (wartość zadana) na osi głównej
płaszczyzny obróbki. Zakres wprowadzenia
-99999,9999 do 99999,9999
Środek 2-giej osi
Q274 (absolutny): środek okręgu
odwiertów (wartość zadana) na osi pomocniczej
płaszczyzny obróbki. Zakres wprowadzenia
-99999,9999 do 99999,9999
Srednica zadana
Q262: zapisać średnicę okręgu
odwiertów. Zakres wprowadzenia 0 do 99999,9999
Kąt 1. odwiertu
Q291 (absolutny): kąt
współrzędnych biegunowych pierwszego środka
odwiertu na płaszczyźnie obróbki. Zakres
wprowadzenia -360,0000 do 360,0000
Kąt 2. odwiertu
Q292 (absolutny): kąt
współrzędnych biegunowych drugiego środka
odwiertu na płaszczyźnie obróbki. Zakres
wprowadzenia -360,0000 do 360,0000
Kąt 3. odwiertu
Q293 (absolutny): kąt
współrzędnych biegunowych trzeciego środka
odwiertu na płaszczyźnie obróbki. Zakres
wprowadzenia -360,0000 do 360,0000
Wysokość pomiaru w osi sondy
Q261 (absolutna):
współrzędna środka kulki (=punkt dotknięcia) w osi
sondy pomiarowej, na której ma nastąpić pomiar.
Zakres wprowadzenia -99999,9999 do 99999,9999
Bezpieczna wysokość
Q260 (absolutna):
współrzędna na osi sondy pomiarowej, na której nie
może dojść do kolizji pomiędzy sondą i obrabianym
przedmiotem (mocowadłem). Zakres wprowadzenia
-99999,9999 do 99999,9999
Największy wymiar
Q288: największa
dopuszczalna średnica okręgu odwiertów. Zakres
wprowadzenia 0 do 99999,9999
Najmniejszy wymiar
Q289: najmniejsza
dopuszczalna średnica okręgu odwiertów. Zakres
wprowadzenia 0 do 99999,9999
Wartość tolerancji środek 1-szej osi
Q279:
dozwolone odchylenie położenia na osi głównej
płaszczyzny obróbki. Zakres wprowadzenia 0 do
99999,9999
Wartość tolerancji środek 2-giej osi
Q280:
dozwolone odchylenie położenia na osi pomocniczej
płaszczyzny obróbki. Zakres wprowadzenia 0 do
99999,9999
NC-wiersze
5 TCH PROBE 430 X POMIAR OKREG
ODWIERTOW
Q273=+50
;SRODEK 1. OSI
Q274=+50
;SRODEK 2. OSI
Q262=80
;ZADANA SREDNICA
Q291=+0
;KAT 1. ODWIERTU
Q291=+90
;KAT 2. ODWIERTU
Q293=+180
;KAT 3. ODWIERTU
Q261=-5
;WYSOKOSC POMIARU
Q260=+10
;BEZPIECZNA
WYSOKOSC
Q288=80.1
;NAJWIEKSZY WYMIAR
Q289=79.9
;NAJMNIEJSZY WYMIAR
Q279=0.15
;TOLERANCJA 1.
SRODKA
Q280=0.15
;TOLERANCJA 2.
SRODKA
Q281=1
;PROTOKOŁ POMIARU
Q309=0
;PGM-STOP JESLI BŁAD
Q330=0
;NARZEDZIE