Sl-cykle z kompleksową formułą konturu 9.1 – HEIDENHAIN TNC 320 (77185x-01) Cycle programming Instrukcja Obsługi
Strona 221
SL-cykle z kompleksową formułą konturu
9.1
9
TNC 320 | Podręcznik obsługi dlaużytkownika programowanie cykli | 4/2014
221
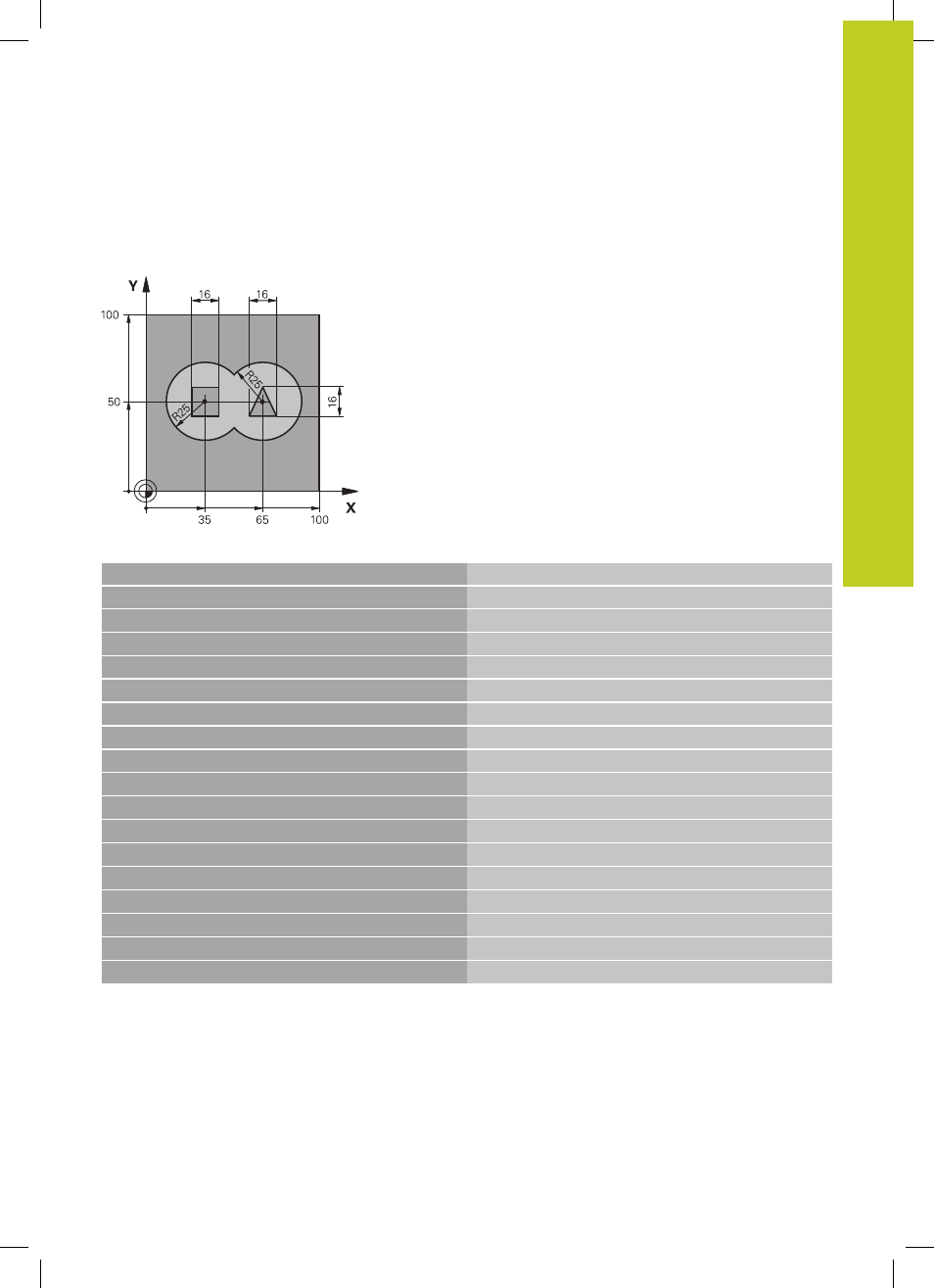
Przykład: obróbka zgrubna i wykańczająca
nakładających się konturów przy pomocy formuły
konturu
0 BEGIN PGM KONTUR MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
Definicja części nieobrobionej
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+2.5
Definicja narzędzia frez do obróbki zgrubnej
4 TOOL DEF 2 L+0 R+3
Definicja narzędzia frez do obróbki wykańczającej
5 TOOL CALL 1 Z S2500
Wywołanie narzędzia frez do obróbki wykańczającej
6 L Z+250 R0 FMAX
Wyjście narzędzia z materiału
7 SEL CONTOUR “MODEL“
Program definiowania konturu określić
8 CYCL DEF 20 DANE KONTURU
Określić ogólne parametry obróbki
Q1=-20
;GŁĘBOKOŚĆ FREZOWANIA
Q2=1
;NAKŁADANIE TORÓW
Q3=+0.5
;NADDATEK Z BOKU
Q4=+0.5
;NADDATEK NA GŁĘBOKOŚĆ
Q5=+0
;WSPŁ. POWIERZCHNI
Q6=2
;BEZPIECZNY ODSTĘP
Q7=+100
;BEZPIECZNA WYSOKOŚĆ
Q8=0.1
;PROMIEŃ ZAOKRĄGLENIA
Q9=-1
;KIERUNEK OBROTU