Kabel od zasilacza do interfejsu cnc, Uwagi do listy ścieżek kabla interfejsu cnc – Hypertherm HPR260 Auto Gas Instrukcja Obsługi
Strona 60
INSTALACJA
3-24
HPR260 Auto Gas Instrukcja obsługi
3
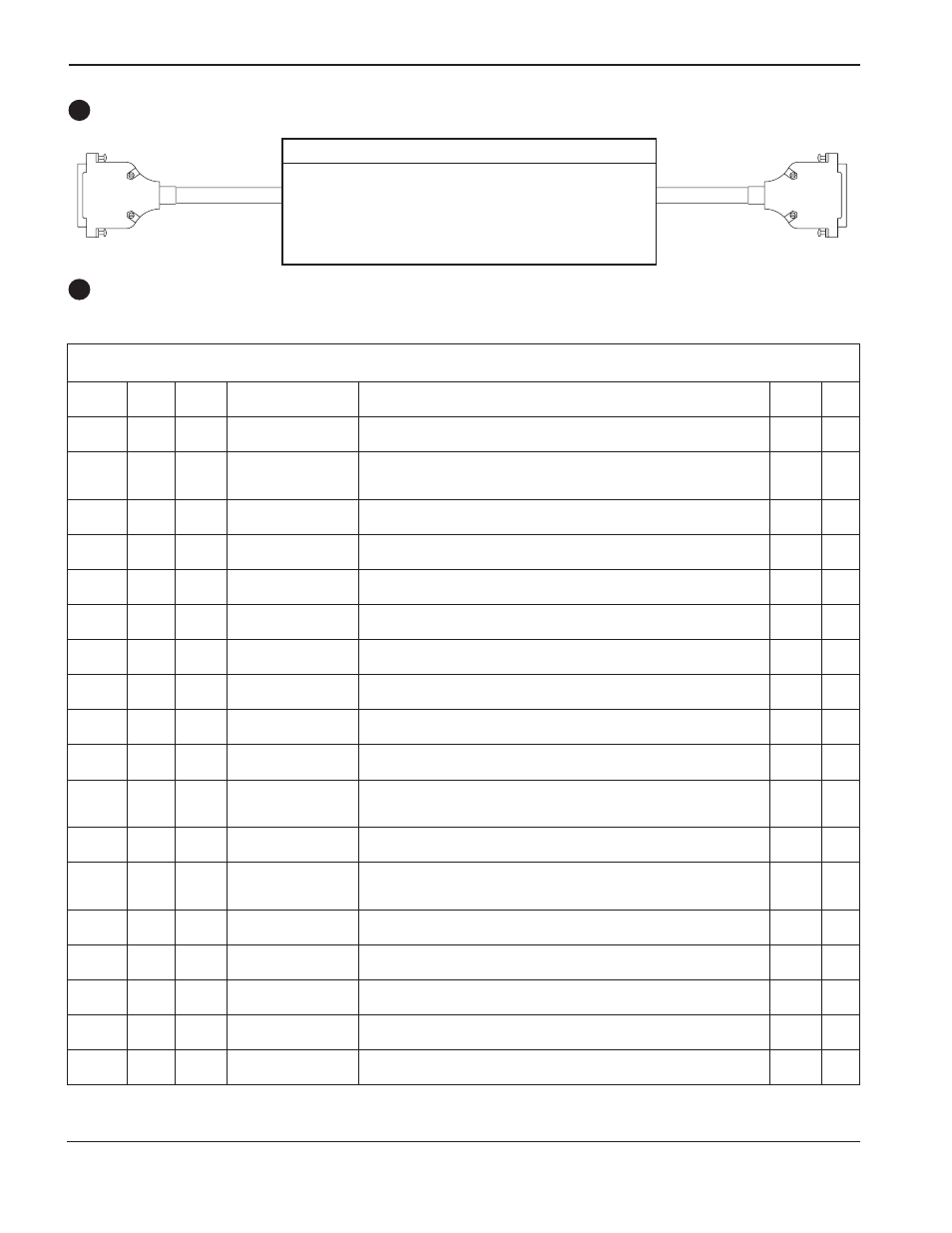
Kabel od zasilacza do interfejsu CNC
8
Do J 300
Opcjonalny kabel interfejsu CNC systemu wielokrotnego
(więcej informacji o instalacji znajduje
się na schemacie)
9
Numer części
Długość
Numer części
Długość
123210
3 m
123741
25 m
123211
4,5 m
123742
35 m
123022
7,5 m
123220
45 m
123214
10 m
123852
60 m
123023
15 m
123853
75 m
123851
20 m
Zasilacz
CNC
Kolor
przewodu
Numer
styku
Wejście/
wyjście
Nazwa sygnału
Funkcja
Wejście/
wyjście Uwagi
Czarny
Czerwony
1
20
Wejście
Wejście
Rx -
Rx +
Odbiornik interfejsu szeregowego RS-422
Odbiornik interfejsu szeregowego RS-422
Wyjście
Wyjście
Czarny
Zielony
2
21
Wyjście
Wyjście
Tx -
Tx +
Nadajnik interfejsu szeregowego RS-422
Nadajnik interfejsu szeregowego RS-422
Wejście
Wejście
Czarny
Niebieski
3
22
Uziemienie interfejsu
RS-422
Brak
Uziemienie interfejsu szeregowego RS-422
Nieużywany
Czarny
Żółty
4
23
Wyjście
Wyjście
Ruch 1 E (-)
Ruch 1 C (+)
Zgłasza CNC, że nastąpił transfer łuku i że ma rozpocząć przemieszczenie
maszyny po upływie zdefiniowanego w CNC czasu opóźnienia przebicia.
Wejście
Wejście
2 i 3
Czarny
Brązowy
5
24
Wyjście
Wyjście
Błąd E (-)
Błąd C (+)
Zgłasza CNC, że wystąpił błąd.
Wejście
Wejście
2
Czarny
Pomarańczowy
6
25
Wyjście
Wyjście
Błąd zamknięcia E (-)
Błąd zamknięcia C (+)
Zgłasza CNC, że wystąpił błąd zamknięcia.
Wejście
2
Czerwony
Biały
7
26
Wyjście
Wyjście
Brak gotowości E (-)
Brak gotowości C (+)
Zgłasza CNC, że system plazmowy nie jest gotowy do zapalania łuku.
Wejście
2
Czerwony
Zielony
8
27
Wyjście
Wyjście
Ruch 2 E (-)
Ruch 2 C (+)
Zgłasza CNC, że nastąpił transfer łuku i że ma rozpocząć przemieszczenie
maszyny po upływie zdefiniowanego w CNC czasu opóźnienia przebicia.
Wejście
Wejście
2 i 3
Czerwony
Niebieski
9
28
Wyjście
Wyjście
Ruch 3 E (-)
Ruch 3 C (+)
Zgłasza CNC, że nastąpił transfer łuku i że ma rozpocząć przemieszczenie
maszyny po upływie zdefiniowanego w CNC czasu opóźnienia przebicia.
Wejście
Wejście
2 i 3
Czerwony
Żółty
10
29
Wyjście
Wyjście
Ruch 4 E (-)
Ruch 4 C (+)
Zgłasza CNC, że nastąpił transfer łuku i że ma rozpocząć przemieszczenie
maszyny po upływie zdefiniowanego w CNC czasu opóźnienia przebicia.
Wejście
Wejście
2 i 3
Czerwony
Brązowy
11
30
Brak
Brak
Nieużywany
Nieużywany
Czerwony
Pomarańczowy
12
31
Wejście
Wejście
Narożnik -
Narożnik +
CNC zgłasza systemowi plazmowego, że zbliża się narożnik i należy
zredukować prąd cięcia (wartość prądu cięcia określana przez CNC lub
domyślna – 50% prądu cięcia)
Wyjście
Wyjście
1
Zielony
Biały
13
32
Wejście
Wejście
Przebicie -
Przebicie +
CNC zgłasza systemowi plazmowemu, aby utrzymał wstępny przepływ
osłony, dopóki CNC nie zwolni sygnału.
Wyjście
1
Zielony
Niebieski
14
33
Wejście
Wejście
Wstrzymanie -
Wstrzymanie +
Niewymagane bez CommandTHC. CommandTHC wymaga sygnału do
wstępnego przepływu gazów podczas wyczuwania prędkości początkowej
(IHS).
Wyjście
1
Zielony
Żółty
15
34
Wejście
Wejście
Start -
Start +
CNC inicjuje łuk plazmowy.
Wyjście
Wyjście
1
Zielony
Brązowy
16
35
Brak
Brak
Nieużywany
Nieużywany
Zielony
Pomarańczowy
17
36
Brak
Uziemienie zasilania
Nieużywany
Uziemienie
Biały
Czarny
18
37
Uziemienie zasilania
CNC +24 V prąd stały
Uziemienie
Dostępne napięcie 24 V prąd stały (maksymalnie 200 mA), patrz uwagi
4
19
CNC +24 V prąd stały
Niepodłączony