Stal miękka, Plazma o, Osłona o – Hypertherm HPR260 Auto Gas Instrukcja Obsługi
Strona 260: Cięcie 30 a
Dodatek C – SCHEMATY POMOCNICZE POPRZEDNICH MODYFIKACJI SYSTEMU
c-2
HPR260 Auto Gas Instrukcja obsługi
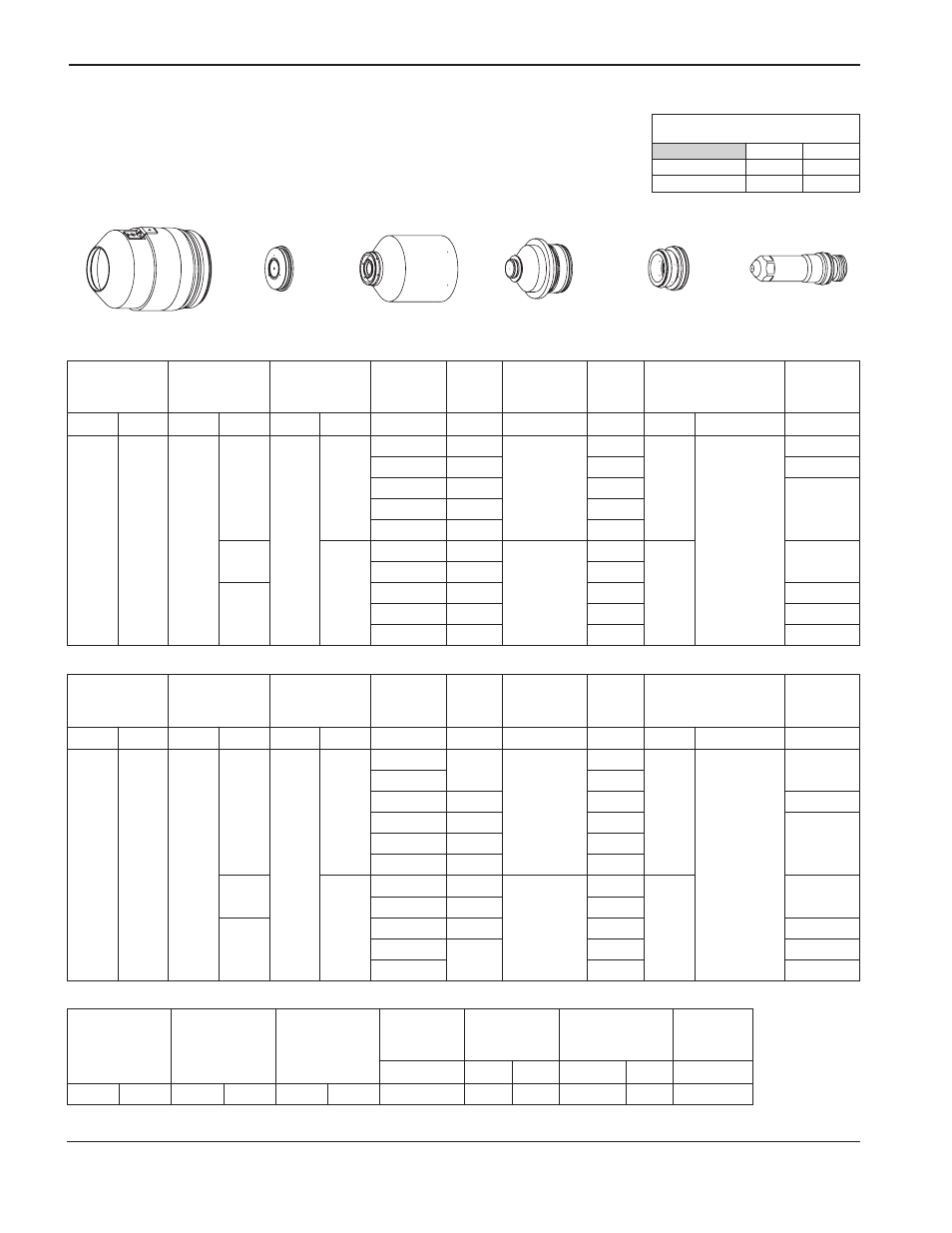
Stal miękka
Plazma O
2
/ osłona O
2
Cięcie 30 A
220194
220173
220192
220313
220180
220193
*Dla tych grubości zalecane jest całkowite przebicie.
Uwaga: Aby skorzystać z tego procesu, należy podłączyć powietrze. Jest ono używane jako gaz wstępnego przepływu.
Wybrane
gazy
Ustawienie
wstępnego
przepływu
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość początkowa
przebijania
Czas
opóźnienia
przebijania
Plasma Osłona Plasma Osłona Plasma Osłona
mm
wolty
mm
mm/m
mm
współczynnik %
sekundy
O
2
O
2
78
17
94
17
0,5
114
1,3
5355
2,3
180
0,1
0,8
115
4225
0,2
1
116
3615
0,3
1,2
117
2865
1,5
119
2210
35
7
2
120
1,5
1490
2,7
0,4
2,5
122
1325
75
3*
123
1160
0,5
4*
125
905
0,7
6*
128
665
1,0
System metryczny
Wybrane
gazy
Ustawienie
wstępnego
przepływu
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość początkowa
przebijania
Czas
opóźnienia
przebijania
Plasma Osłona Plasma Osłona Plasma Osłona
cali
wolty
cali
cali/min
cali
współczynnik %
sekundy
O
2
O
2
78
17
94
17
0.018
114
0.050
215
0.090
180
0.1
0.024
200
0.030
115
170
0.2
0.036
116
155
0.3
0.048
117
110
0.060
119
85
35
7
0.075
120
0.060
60
0.110
0.4
0.105
122
50
75
0.135*
123
40
0.5
3/16*
128
30
0.7
1/4*
25
1.0
System angielski
Wybrane
gazy
Ustawienie
wstępnego
przepływu
Ustawienie
przepływu cięcia
Natężenie
prądu
Robocze
odsunięcie
palnika
Prędkość
znakowania
Napięcie
łuku
A
mm
cali
mm/min cali/min
wolty
N
2
N
2
10
10
10
10
15
2,5
0.100
6350
250
105
Znakowanie
Poziom przepływu – l/min / stopy
kwadratowe na godzinę
O
2
Powietrze
Wstępny przepływ
0 / 0
46 / 97
Przepływ cięcia
22 / 46
0 / 0