Stal nierdzewna, Plazma n, Osłona powietrzna cięcie 260 a – Hypertherm HPR260 Auto Gas Instrukcja Obsługi
Strona 275
Dodatek C – SCHEMATY POMOCNICZE POPRZEDNICH MODYFIKACJI SYSTEMU
HPR260 Auto Gas Instrukcja obsługi
c-17
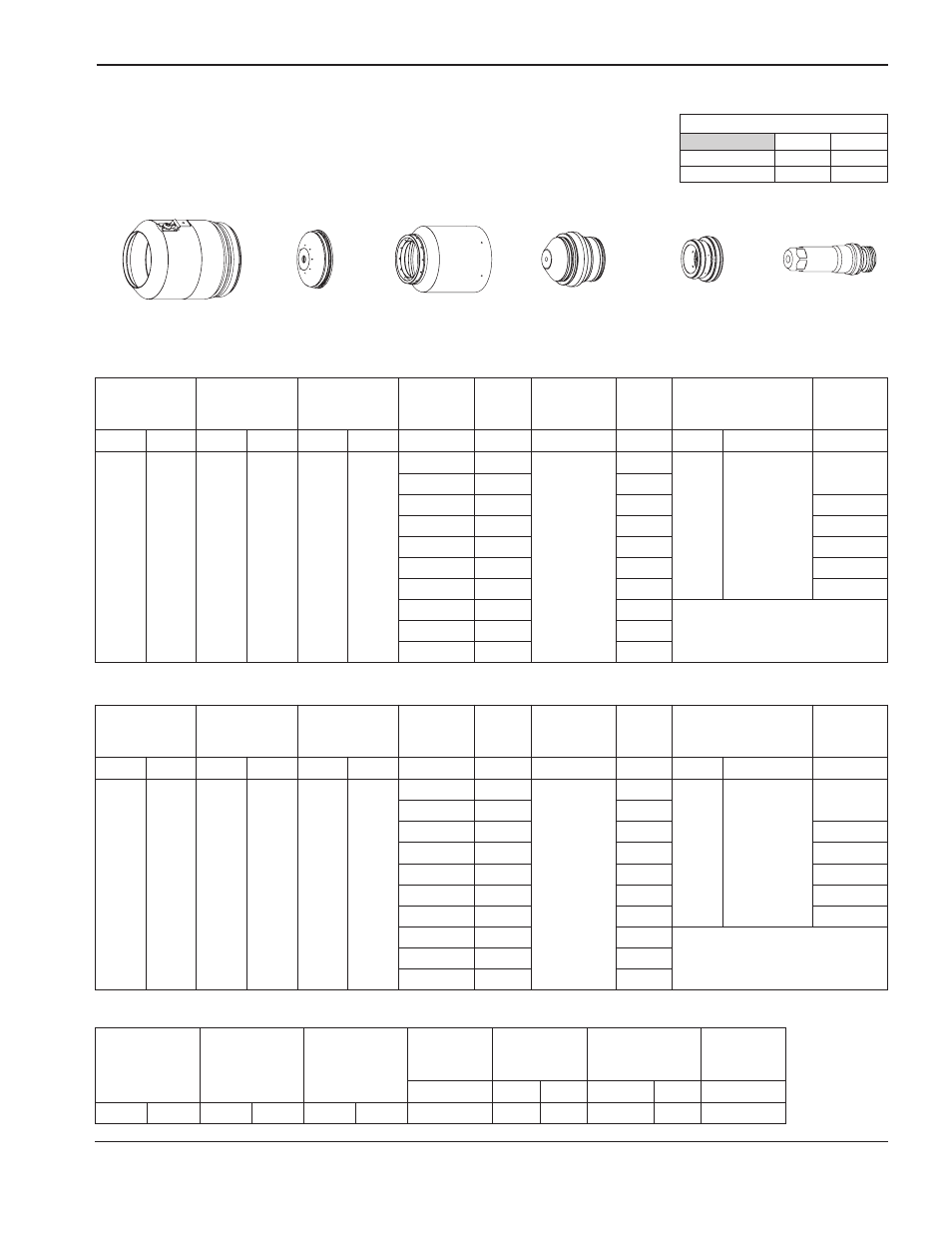
Stal nierdzewna
Plazma N
2
/ osłona powietrzna
Cięcie 260 A
220407
220398
220307
220344
220405
220406
Poziom przepływu – l/min
N
2
Powietrze
Wstępny przepływ 127 / 270
0 / 0
Przepływ cięcia
54 / 114
116 / 245
System metryczny
System angielski
Wybrane
gazy
Ustawienie
wstępnego
przepływu
Ustawienie
przepływu cięcia
Natężenie
prądu
Robocze
odsunięcie
palnika
Prędkość
znakowania
Napięcie
łuku
A
mm
cali
mm/min cali/min
wolty
N
2
N
2
10
10
10
10
18
2,5
0.100
6350
250
120
Znakowanie
Wybrane
gazy
Ustawienie
wstępnego
przepływu
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość początkowa
przebijania
Czas
opóźnienia
przebijania
Plasma Osłona Plasma Osłona Plasma Osłona
mm
wolty
mm
mm/m
mm
współczynnik %
sekundy
N
2
Powietrze
12
60
79
69
6
160
3,8
6375
7,5
200
0,3
10
157
3440
12
161
2960
0,4
15
163
2520
0,5
20
164
1590
0,6
25
168
1300
0,8
32
171
875
1,0
38
179
515
—
44
190
365
50
195
180
Wybrane
gazy
Ustawienie
wstępnego
przepływu
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość początkowa
przebijania
Czas
opóźnienia
przebijania
Plasma Osłona Plasma Osłona Plasma Osłona
cali
wolty
cali
cali/min
cali
współczynnik %
sekundy
N
2
Powietrze
12
60
79
69
1/4
160
0.150
240
0.300
200
0.3
3/8
157
140
1/2
161
110
0.4
5/8
163
95
0.5
3/4
164
70
0.6
1
168
50
0.8
1-1/4
171
35
1.0
1-1/2
179
20
—
1-3/4
190
14
2
200
6