Cięcie skośne stali nierdzewnej plazma n, Osłona powietrzna 260 a – Hypertherm HPR260 Auto Gas Instrukcja Obsługi
Strona 295
Dodatek D – CIĘCIE SKOŚNE
d-10
HPR260 Auto Gas Instrukcja obsługi
5
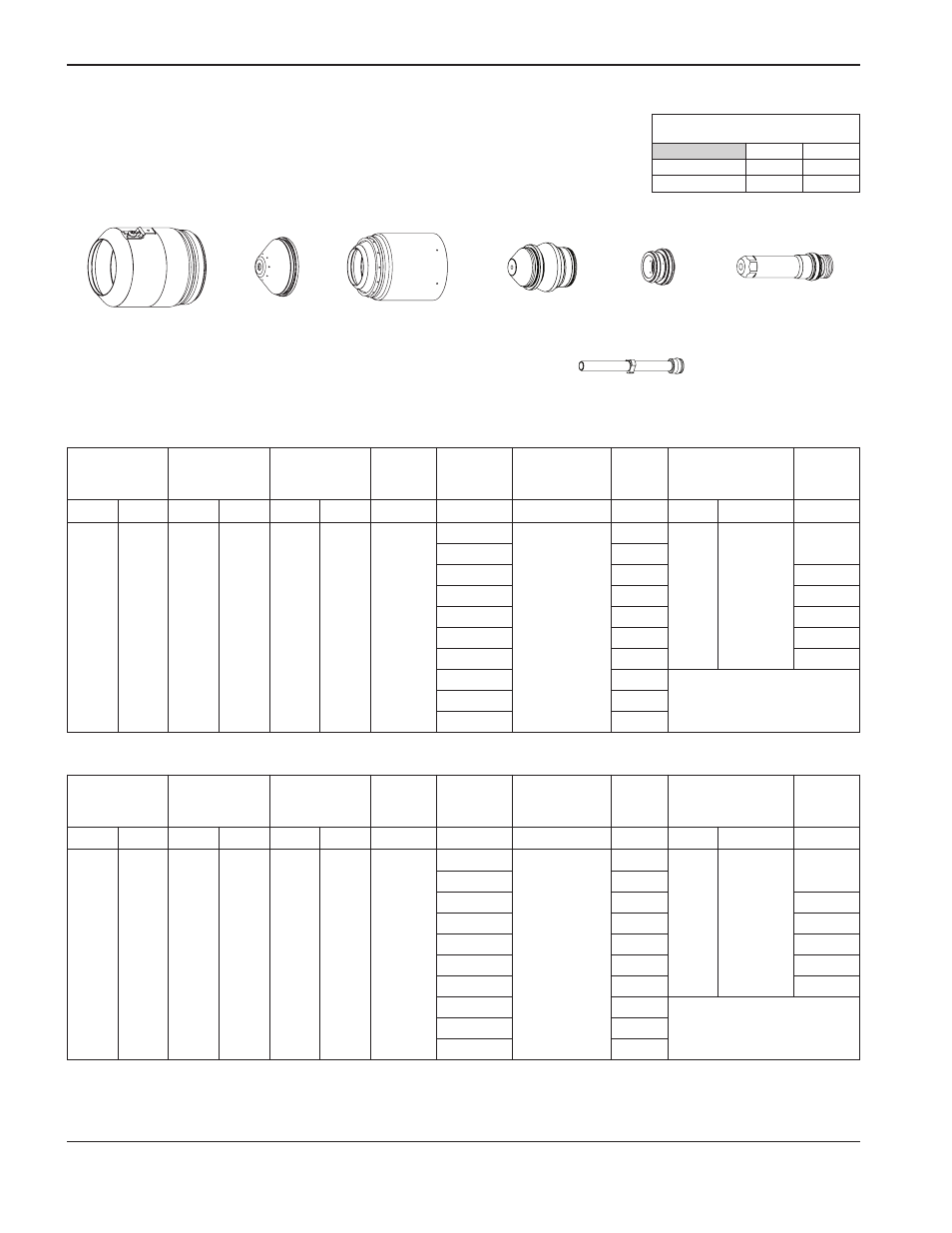
Cięcie skośne stali nierdzewnej
Plazma N
2
/ osłona powietrzna
260 A
220609
220398
220606
220608
220405
220607
Uwaga: zakres kąta stożkowego jest 0° to 45°. Rura wodna 220571
musi być stosowana
z materiałami eksploatacyjnymi dla cięcia stożkowego.
Poziom przepływu – l/min / stopy
kwadratowe na godzinę – 19 mm
N
2
Powietrze
Wstępny przepływ 127 / 270
0 / 0
Przepływ cięcia
54 / 114
116 / 245
System metryczny
System angielski
Wybrane
gazy
Ustawienie
wstępnego
przepływu
Ustawienie
przepływu cięcia
Minimalny
prześwit
Równoważna
grubość
materiału
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość początkowa
przebijania
Czas
opóźnienia
przebijania
Plasma Osłona Plasma Osłona Plasma Osłona
mm
mm
Zakres (mm)
mm/m
mm
współczynnik %
sekundy
N
2
Powietrze
12
47
79
56
2,0
6
3,8 – 10,0
6375
7,5
200
0,3
10
3440
12
2960
0,4
15
2520
0,5
20
1590
0,6
25
1300
0,8
32
875
1,0
38
515
Rozpoczynanie od krawędzi
44
365
50
180
Wybrane
gazy
Ustawienie
wstępnego
przepływu
Ustawienie
przepływu cięcia
Minimalny
prześwit
Równoważna
grubość
materiału
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość początkowa
przebijania
Czas
opóźnienia
przebijania
Plasma Osłona Plasma Osłona Plasma Osłona
cali
cali
Zakres (cali)
cali/min
cali
współczynnik %
sekundy
N
2
Powietrze
12
47
79
56
0.08
1/4
0.150 – 0.400
240
0.300
200
0.3
3/8
140
1/2
110
0.4
5/8
95
0.5
3/4
70
0.6
1
50
0.8
1-1/4
35
1.0
1-1/2
20
Rozpoczynanie od krawędzi
1-3/4
14
2
6