Stal nierdzewna, Plazma f5 / osłona n, Cięcie 80 a – Hypertherm HPR260 Auto Gas Instrukcja Obsługi
Strona 104
OBSŁUGA
HPR260 Auto Gas Instrukcja obsługi
4-23
4
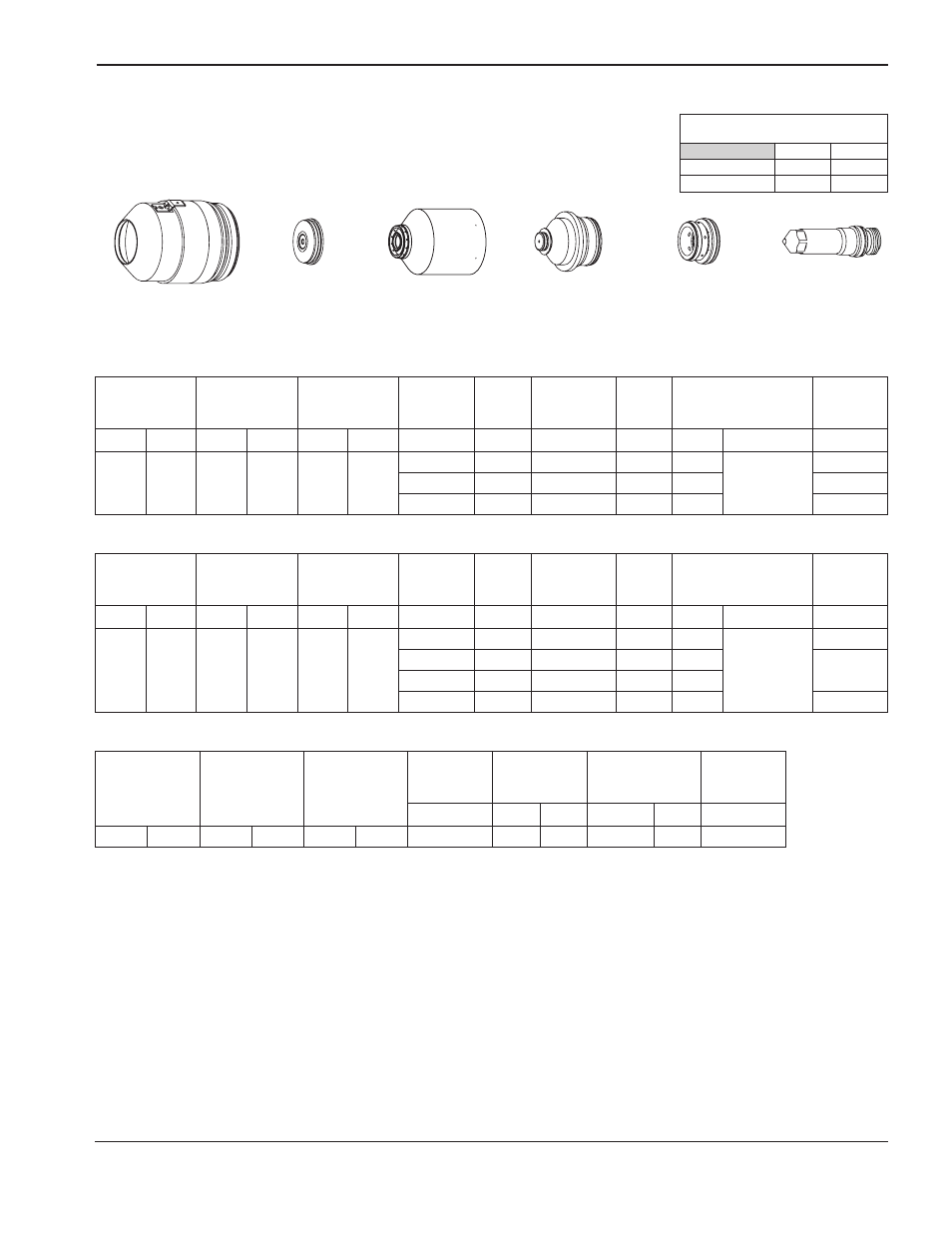
Stal nierdzewna
Plazma F5 / osłona N
2
Cięcie 80 A
220338
220173
220339
220304
220179
220337
System metryczny
System angielski
Wybrane
gazy
Ustawienie
wstępnego
przepływu
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość początkowa
przebijania
Czas
opóźnienia
przebijania
Plasma Osłona Plasma Osłona Plasma Osłona
mm
wolty
mm
mm/m
mm
współczynnik %
sekundy
F5
N
2
33
23
65
37
4
108
3,0
2180
4,5
150
0,2
6
112
2,5
1225
3,8
0,3
10
120
3,0
560
4,5
0,5
Wybrane
gazy
Ustawienie
wstępnego
przepływu
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość początkowa
przebijania
Czas
opóźnienia
przebijania
Plasma Osłona Plasma Osłona Plasma Osłona
cali
wolty
cali
cali/min
cali
współczynnik %
sekundy
F5
N
2
33
23
65
37
0.135
108
0.120
105
0.180
150
0.2
3/16
110
0.110
60
0.170
0.3
1/4
112
0.100
45
0.150
3/8
120
0.120
25
0.180
0.5
Wybrane
gazy
Ustawienie
wstępnego
przepływu
Ustawienie
przepływu cięcia
Natężenie
prądu
Robocze
odsunięcie
palnika
Prędkość
znakowania
Napięcie
łuku
A
mm
cale
mm/min cali/min
wolty
N
2
N
2
10
10
10
10
15
2,5
0.100
6350
250
95
Znakowanie
Poziom przepływu – l/min / stopy
kwadratowe na godzinę
F5
N
2
Wstępny przepływ
0 / 0
67 / 142
Przepływ cięcia
31 / 65
55 / 116