Aluminium, Plazma h35 / osłona n, Cięcie 260 a – Hypertherm HPR260 Auto Gas Instrukcja Obsługi
Strona 284
Dodatek C – SCHEMATY POMOCNICZE POPRZEDNICH MODYFIKACJI SYSTEMU
c-26
HPR260 Auto Gas Instrukcja obsługi
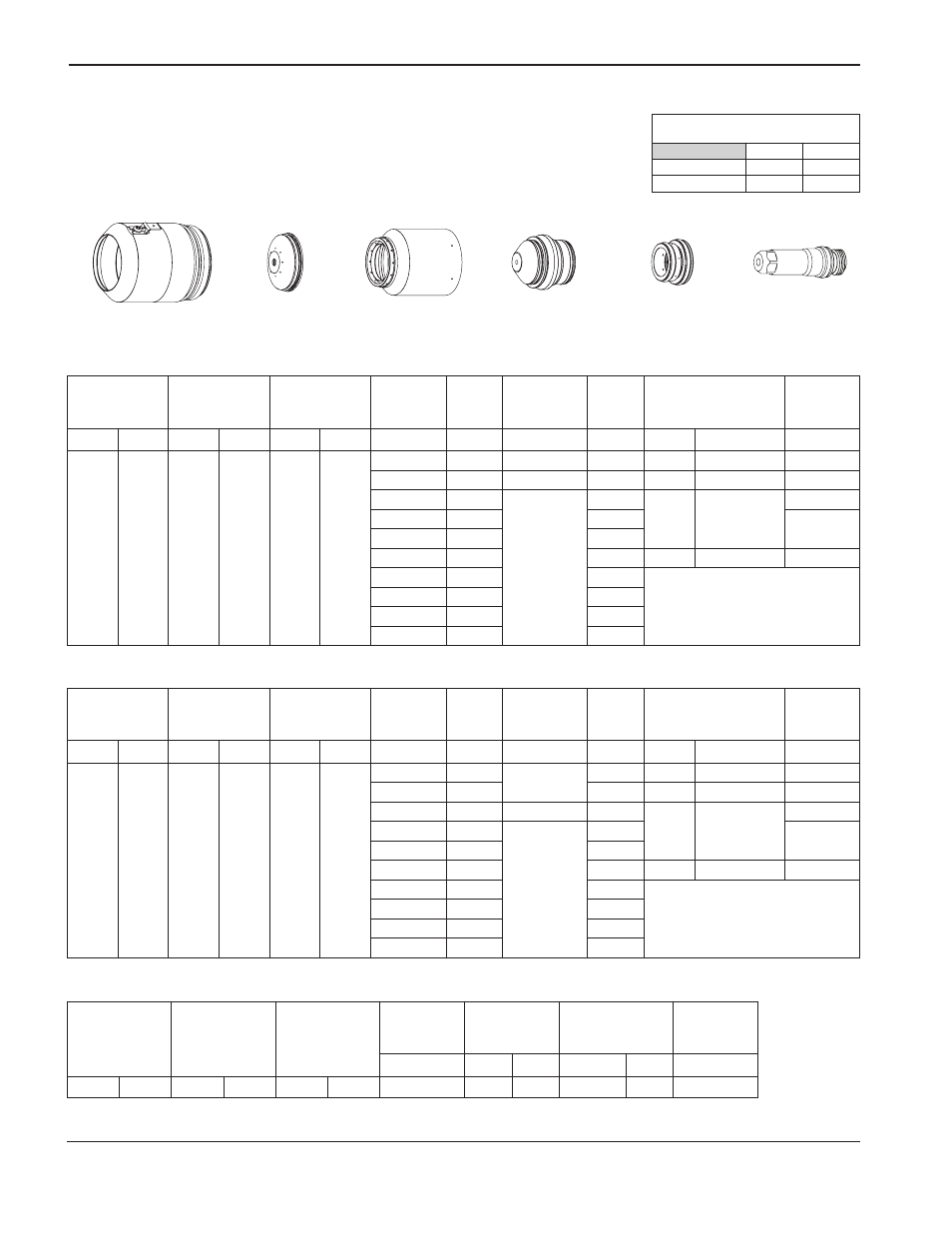
Aluminium
Plazma H35 / osłona N
2
Cięcie 260 A
220407
220398
220307
220344
220405
220406
System metryczny
System angielski
Wybrane
gazy
Ustawienie
wstępnego
przepływu
Ustawienie
przepływu cięcia
Natężenie
prądu
Robocze
odsunięcie
palnika
Prędkość
znakowania
Napięcie
łuku
A
mm
cali
mm/min cali/min
wolty
N
2
N
2
10
10
10
10
18
2,5
0.100
6350
250
120
Znakowanie
Wybrane
gazy
Ustawienie
wstępnego
przepływu
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość początkowa
przebijania
Czas
opóźnienia
przebijania
Plasma Osłona Plasma Osłona Plasma Osłona
mm
wolty
mm
mm/m
mm
współczynnik %
sekundy
H35
N
2
12
60
76
69
6
170
11,0
7200
11,0
100
0,2
10
170
10,0
6120
10,0
100
0,4
12
162
7,6
5160
8,5
110
0,5
15
163
3720
0,6
20
166
2230
25
174
1930
11,0
150
0,8
32
175
1510
—
38
176
1150
44
183
670
50
190
390
Wybrane
gazy
Ustawienie
wstępnego
przepływu
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość początkowa
przebijania
Czas
opóźnienia
przebijania
Plasma Osłona Plasma Osłona Plasma Osłona
cali
wolty
cali
cali/min
cali
współczynnik %
sekundy
H35
N
2
12
60
76
69
1/4
170
0.450
280
0.450
100
0.2
3/8
170
250
0.400
100
0.4
1/2
162
0.400
190
0.330
110
0.5
5/8
163
0.300
130
0.6
3/4
166
90
1
174
75
0.450
150
0.8
1-1/4
175
60
—
1-1/2
176
45
1-3/4
183
25
2
190
14
Poziom przepływu – l/min / stopy
kwadratowe na godzinę
H35
N
2
Wstępny przepływ
0 / 0
127 / 270
Przepływ cięcia
33 / 70
118 / 250