Stal miękka, Plazma o, Osłona powietrzna cięcie 200 a – Hypertherm HPR260 Auto Gas Instrukcja Obsługi
Strona 100
OBSŁUGA
HPR260 Auto Gas Instrukcja obsługi
4-19
4
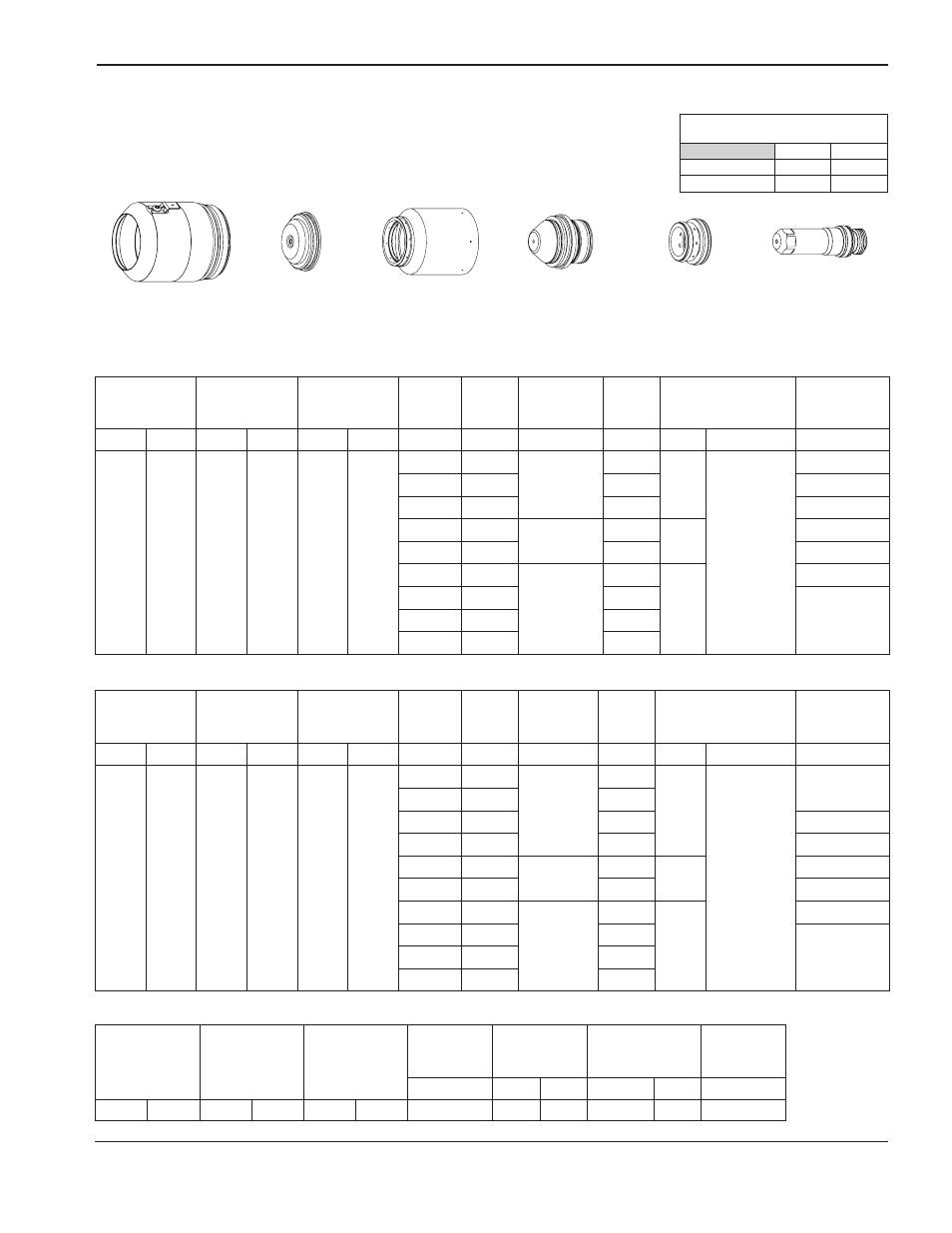
Stal miękka
Plazma O
2
/ osłona powietrzna
Cięcie 200 A
220356
220398
220352
220355
220353
220354
Wybrane
gazy
Ustawienie
wstępnego
przepływu
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość początkowa
przebijania
Czas
opóźnienia
przebijania
Plasma Osłona Plasma Osłona Plasma Osłona
mm
wolty
mm
mm/m
mm
współczynnik %
sekundy
O
2
Powietrze
23
42
74
18
6
124
3,3
5250
6,6
200
0,2
10
126
3460
0,3
12
128
3060
0,5
15
131
4,1
2275
8,2
0,6
20
133
1575
0,8
25
143
5,1
1165
10,2
1,0
32
145
750
Rozpoczynanie
od krawędzi
38
152
510
50
163
255
System metryczny
System angielski
Wybrane
gazy
Ustawienie
wstępnego
przepływu
Ustawienie
przepływu cięcia
Grubość
materiału
Napięcie
łuku
Robocze
odsunięcie
palnika
Prędkość
cięcia
Wysokość początkowa
przebijania
Czas
opóźnienia
przebijania
Plasma Osłona Plasma Osłona Plasma Osłona
cali
wolty
cali
cali/min
cali
współczynnik %
sekundy
O
2
Powietrze
23
42
74
18
3/16
124
0.130
230
0.260
200
0.2
1/4
124
200
3/8
126
140
0.3
1/2
128
115
0.5
5/8
131
0.160
80
0.320
0.6
3/4
133
65
0.8
1
143
0.200
45
0.400
1.0
1-1/4
145
30
Rozpoczynanie
od krawędzi
1-1/2
152
20
2
163
10
Wybrane
gazy
Ustawienie
wstępnego
przepływu
Ustawienie
przepływu cięcia
Natężenie
prądu
Robocze
odsunięcie
palnika
Prędkość
znakowania
Napięcie
łuku
A
mm
cali
mm/min cali/min
wolty
N
2
N
2
10
10
10
10
15
2,5
0.100
6350
250
130
Znakowanie
Poziom przepływu – l/min / stopy
kwadratowe na godzinę
O
2
Powietrze
Wstępny przepływ
0 / 0
128 / 270
Przepływ cięcia
39 / 82
48 / 101