1 podst awy – HEIDENHAIN TNC 620 (340 56x-03) ISO programming Instrukcja Obsługi
Strona 79
HEIDENHAIN TNC 620
79
3.1 Podst
awy
Absolutne i przyrostowe pozycje obrabianego
przedmiotu
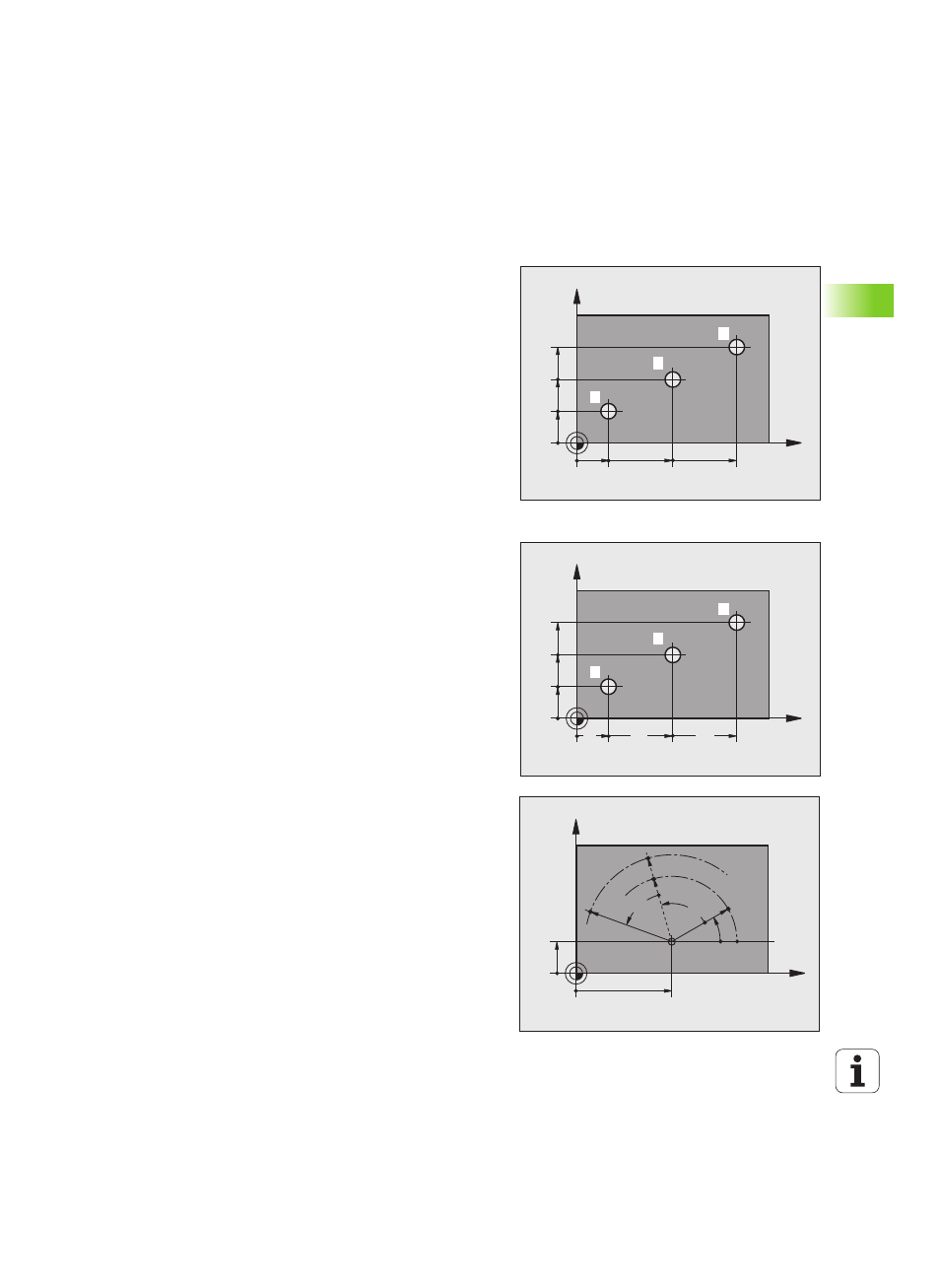
Absolutne pozycje obrabianego przedmiotu
Jeśli współrzędne danej pozycji odnoszą się do punktu zerowego
współrzędnych (początku), określa się je jako współrzędne
bezwzględne. Każda pozycja na obrabianym przedmiocie jest
jednoznacznie ustalona przy pomocy jej współrzędnych
bezwzględnych.
Przykład 1: odwierty ze współrzędnymi absolutnymi:
Przyrostowe pozycje obrabianego przedmiotu
Współrzędne przyrostowe odnoszą się do ostatnio zaprogramowanej
pozycji narzędzia, która to pozycja służy jako względny (urojony) punkt
zerowy. W ten sposób współrzędne względne podają przy zestawieniu
programu wymiar pomiędzy ostatnim i następującym po nim zadanym
położeniem, o który ma zostać przesunięte narzędzie. Dlatego określa
się go także jako wymiar składowy łańcucha wymiarowego.
Wymiar inkrementalny odznaczamy poprzez funkcja G91 przed
oznaczeniem osi.
Przykład 2: odwierty ze współrzędnymi przyrostowymi
Bezwzględne współrzędne odwiertu
4
X = 10 mm
Y = 10 mm
Absolutne i przyrostowe współrzędne biegunowe
Współrzędne absolutne odnoszą się zawsze do bieguna i osi
odniesienia kąta.
Współrzędne przyrostowe odnoszą się zawsze do ostatnio
zaprogramowanej pozycji narzędzia.
X
Y
2
1
3
10
30
50
10
20
30
Odwiert
1
Odwiert
2
Odwiert
3
X = 10 mm
X = 30 mm
X = 50 mm
Y = 10 mm
Y = 20 mm
Y = 30 mm
X
Y
20
10
10
20
10
10
5
4
6
Odwiert
5
, odniesiony do
4
Odwiert
6
, odniesiony do
5
G91 X = 20 mm
G91 X = 20 mm
G91 Y = 10 mm
G91 Y = 10 mm
X
Y
0°
30
10
CC
R
H
G91+H
R
R
G91+H
G91+R